If you've seen a hole in the roof that is noticeably up from the drip rail, chances are it has rusted from the inside-out, as you'll soon see. Any attempts to repair without opening up the roof for some exploratory surgery will be short lived. So simply tapping the holes inward and filling with bondo is a good waste of a paint job, and will come back to haunt you in a year or two.
While waiting to do some painting, might as well cut up something. But not until after a quick check on the inside as well to see the extent of the problem.
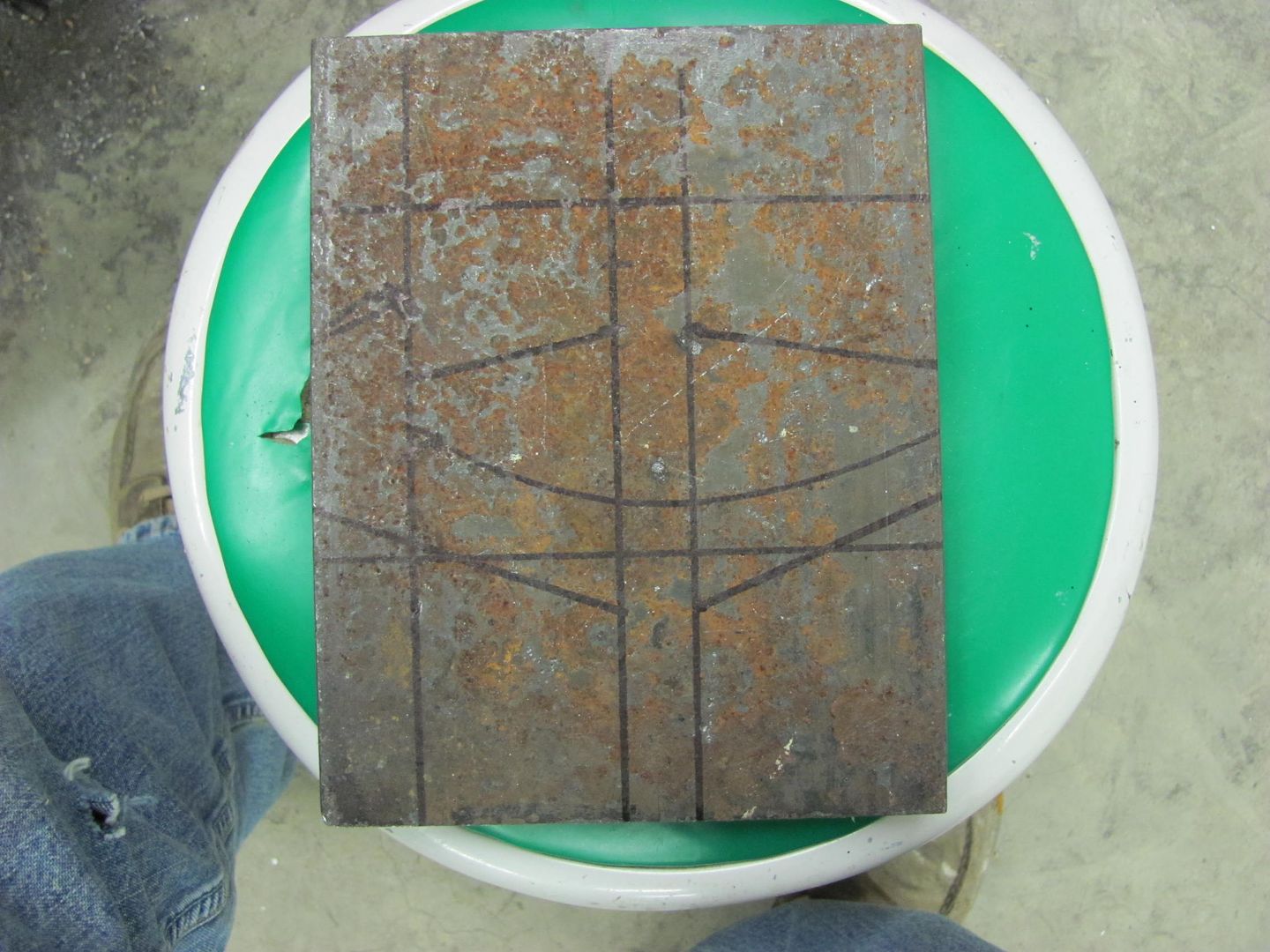
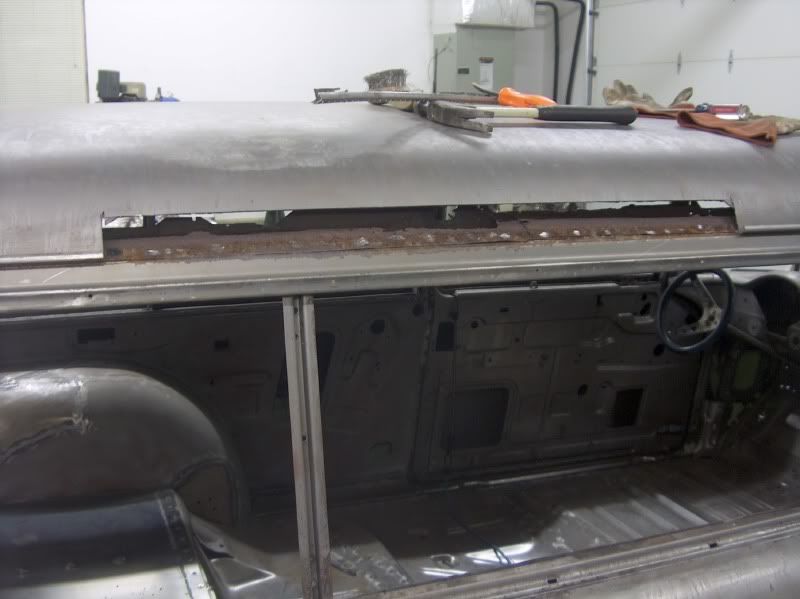
Looks pretty ugly, and will require taking out more than I originally thought. Time to mark out the cut line.
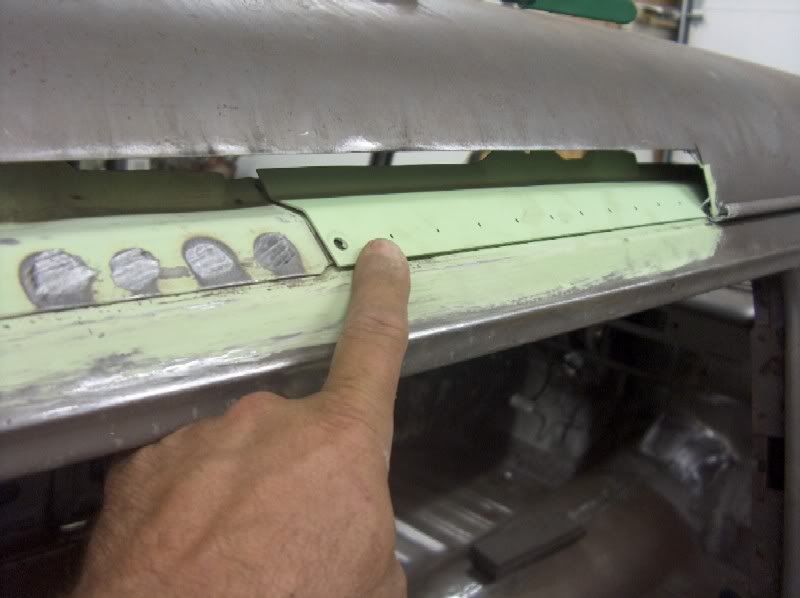
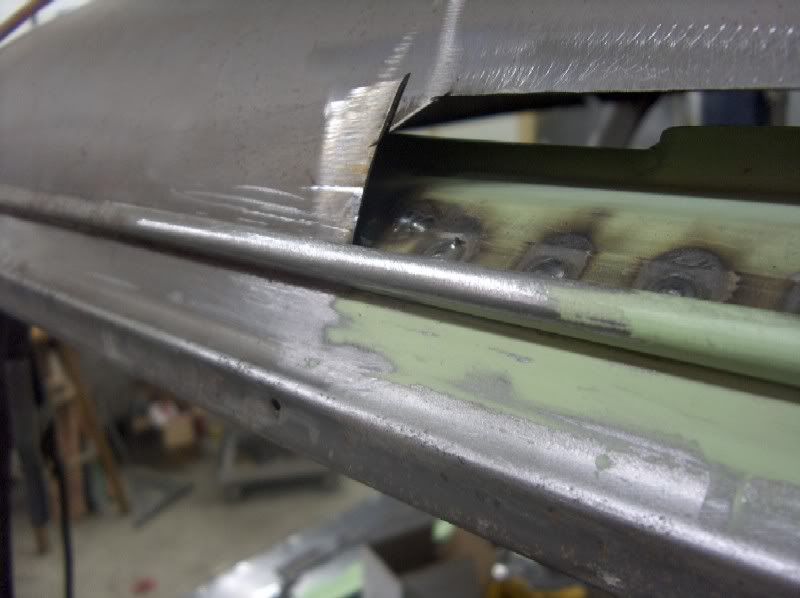
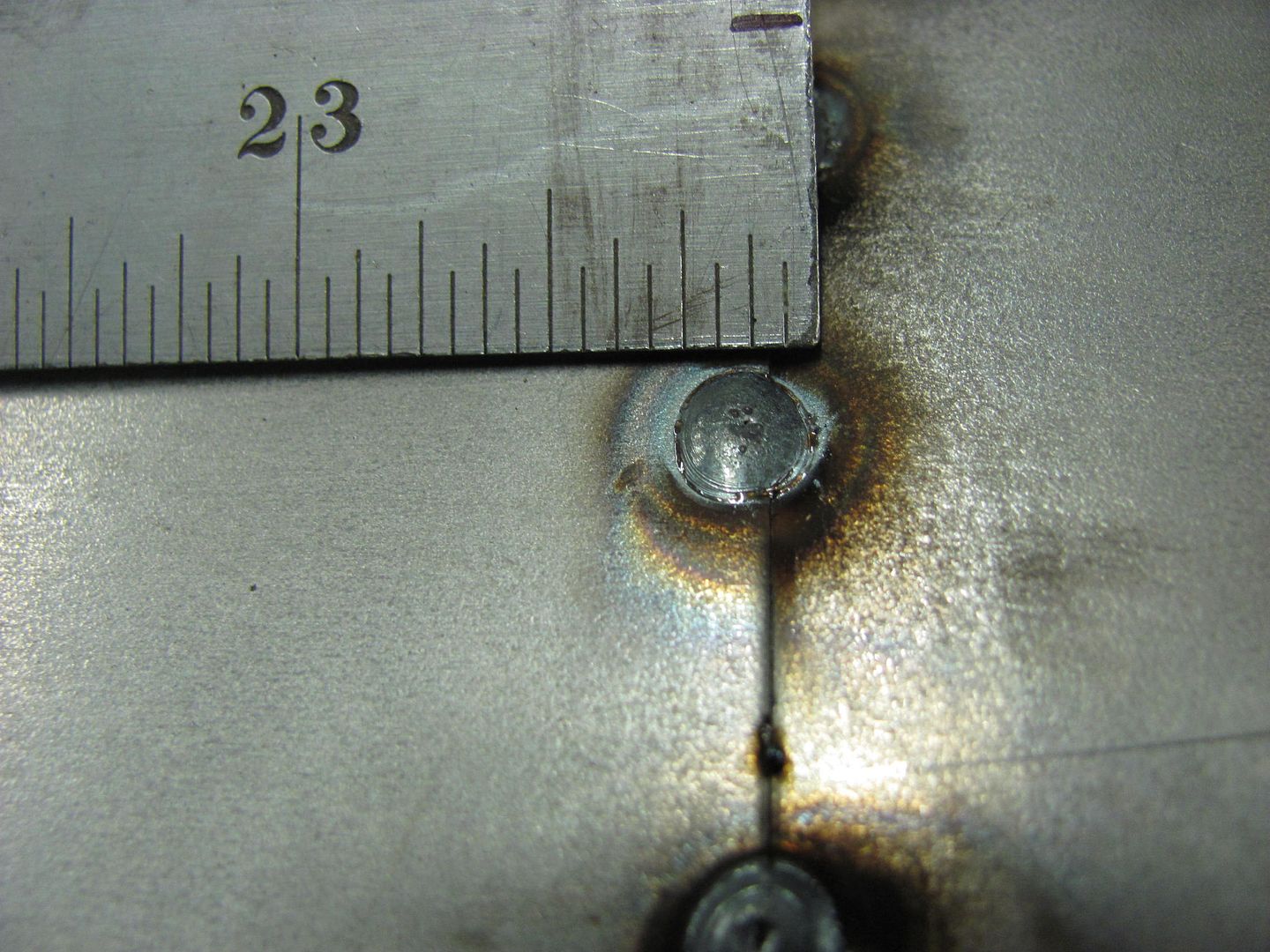
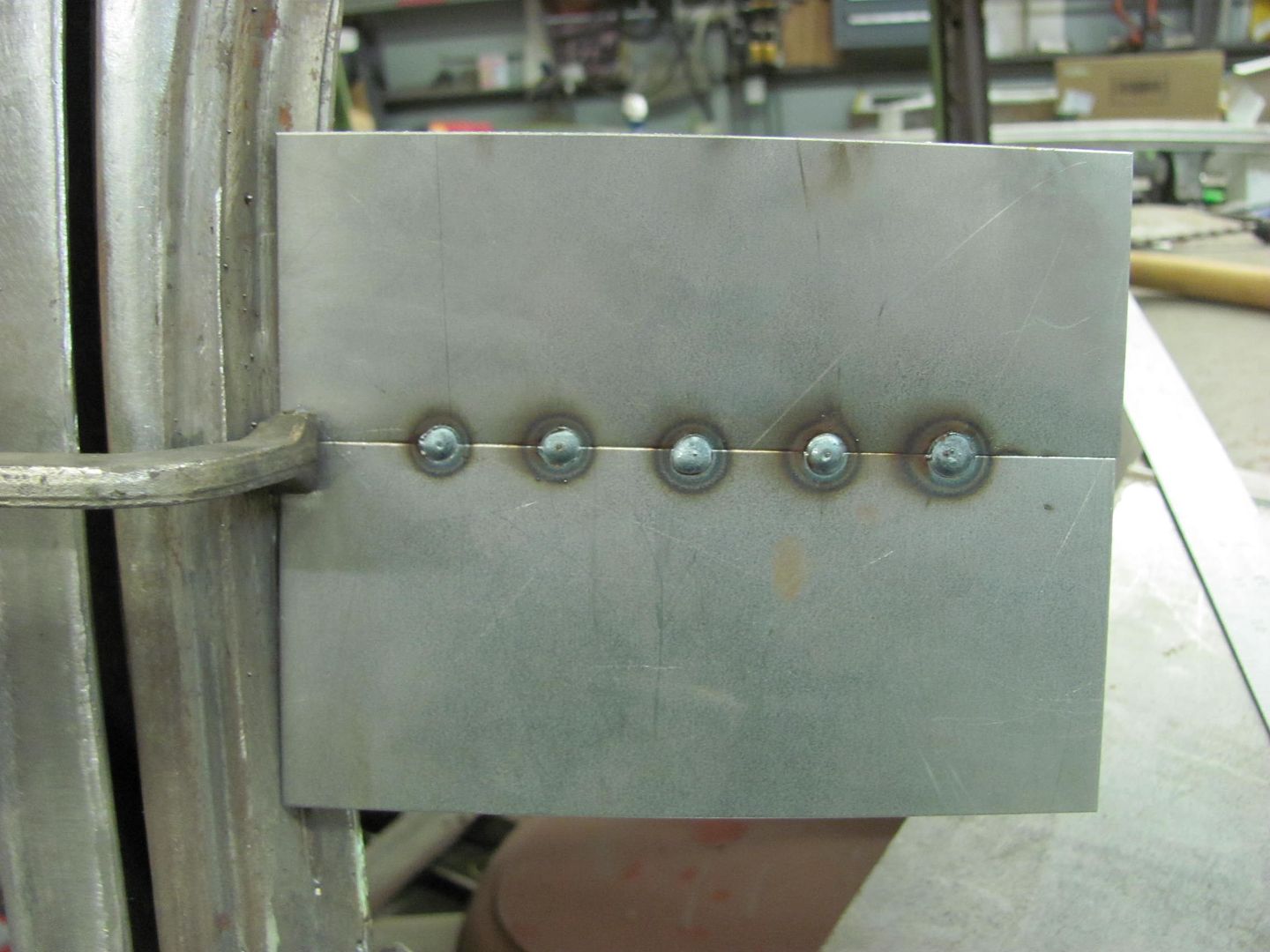
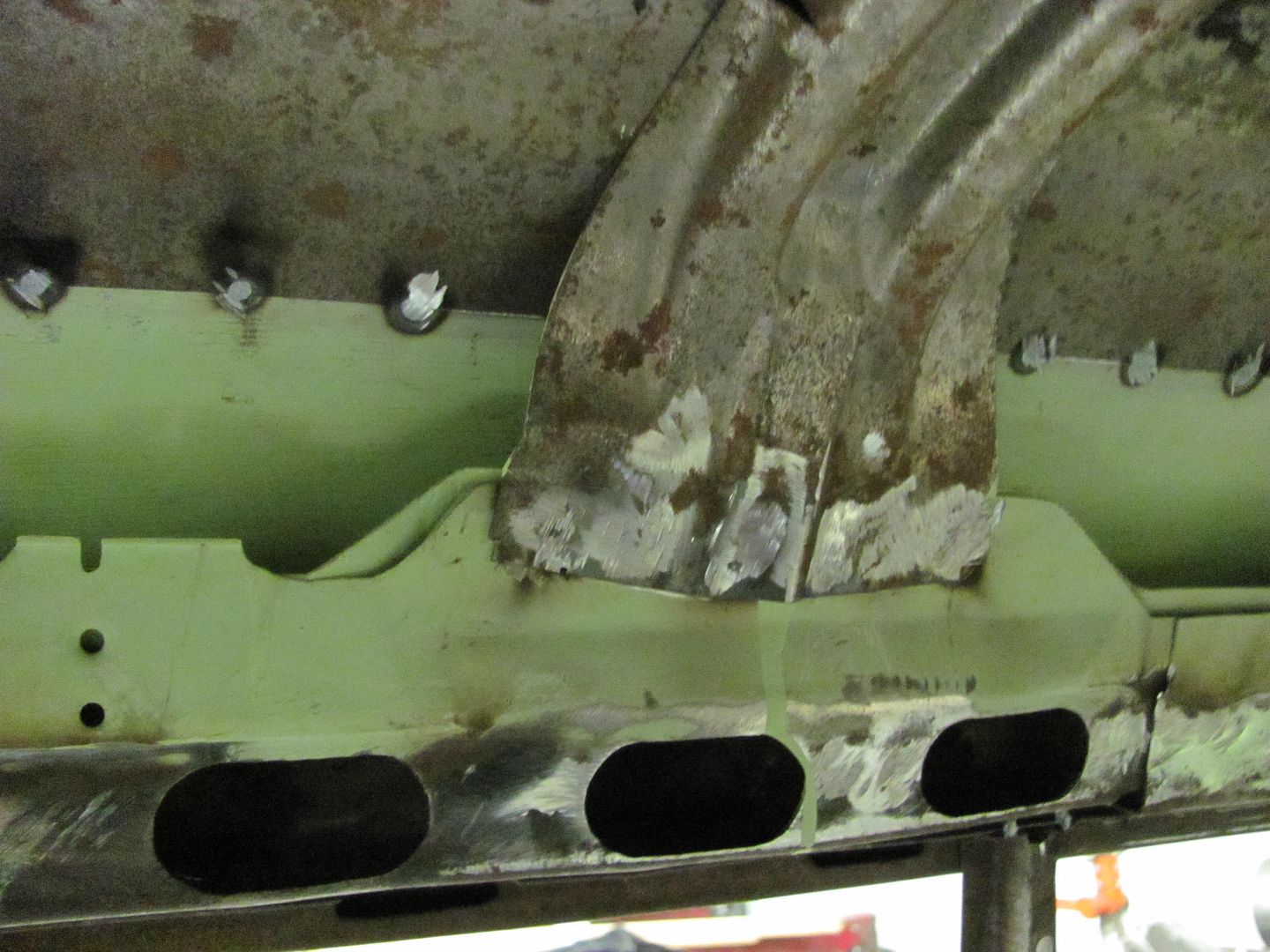
If you've never seen what holds the roof on, there are about a gazillion spot welds that hold it down to the gutter. Maybe not that many, but when you are drilling them out, well it seems so.
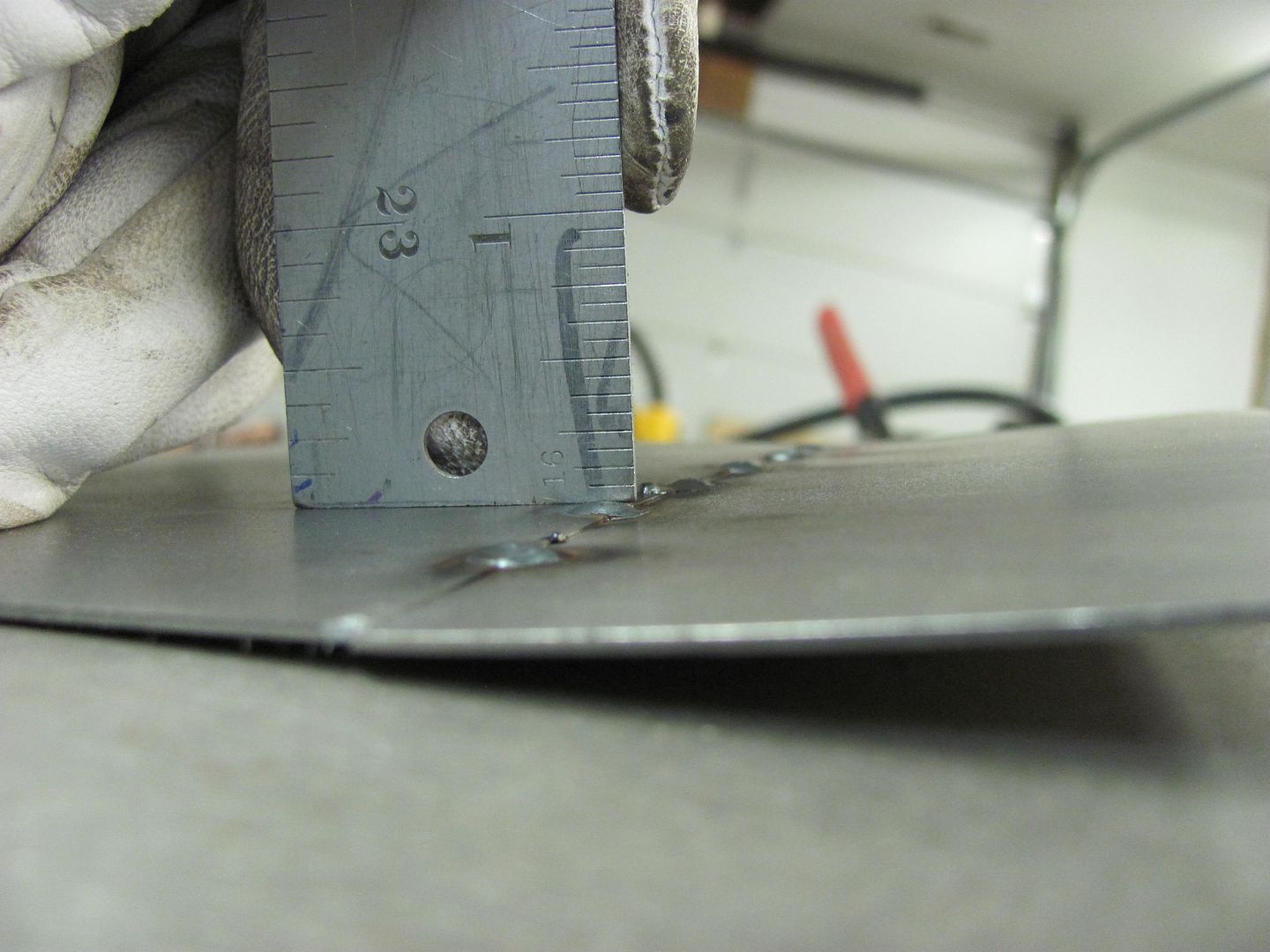
Once all the spot welds are drilled out, it is easily removed. This is going from bad to worse. The rain gutter doesn't look too healthy inside.
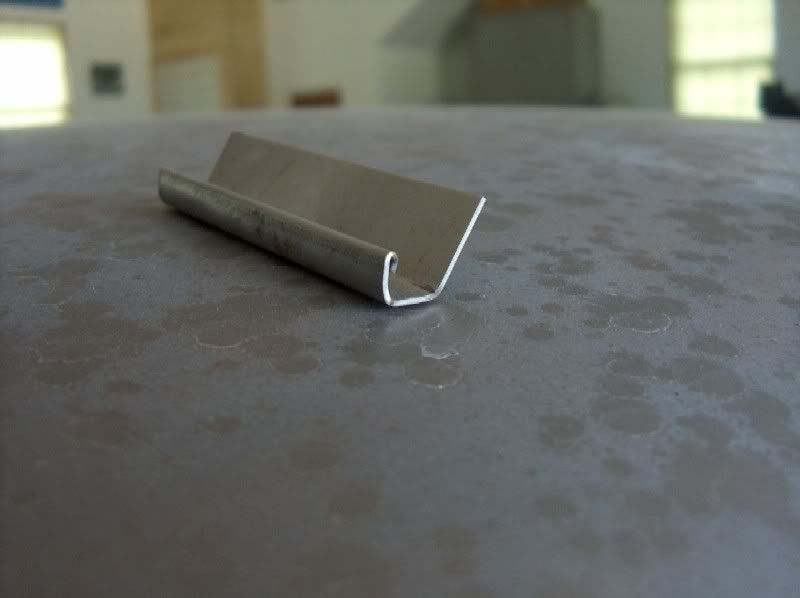
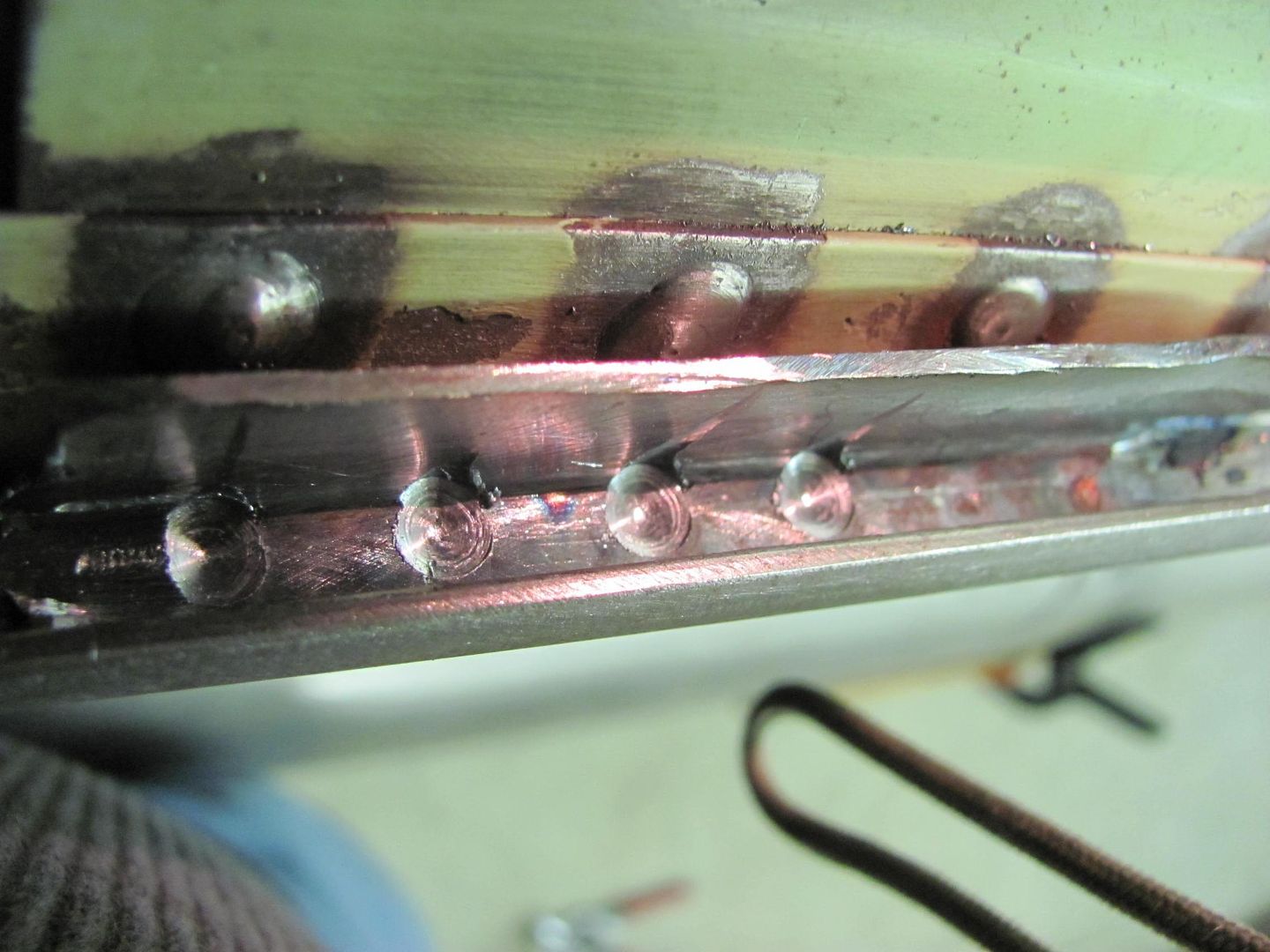
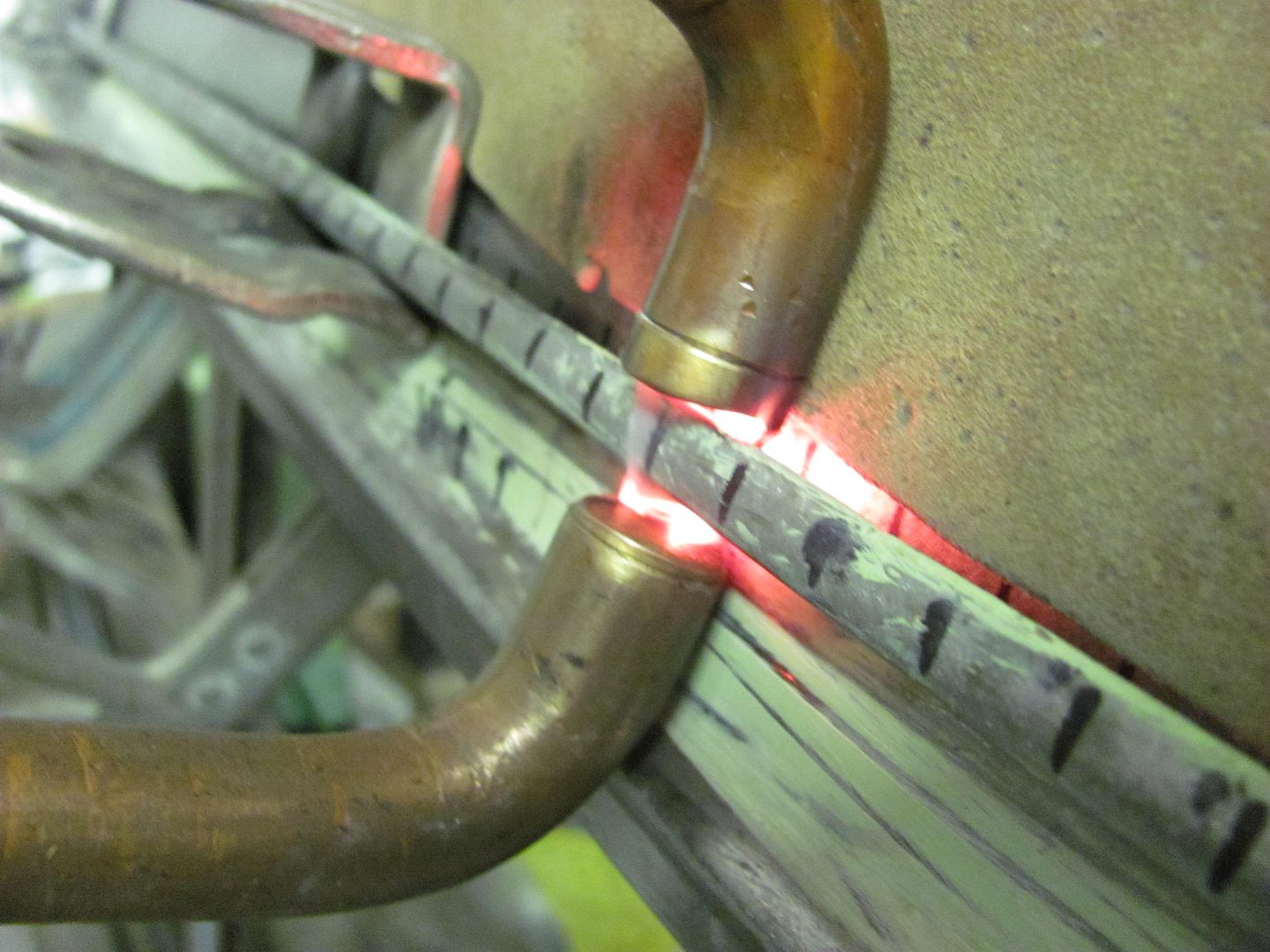
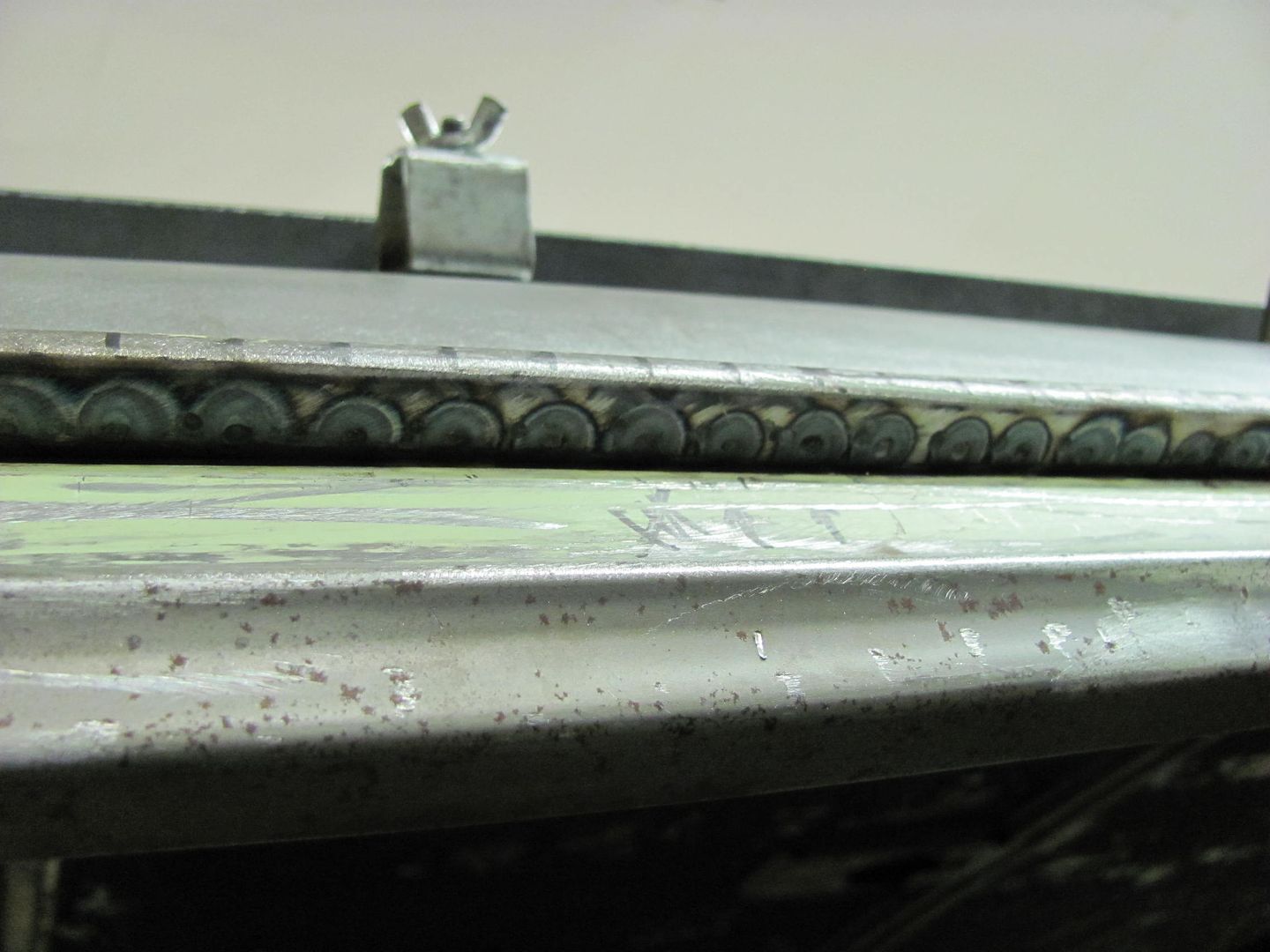
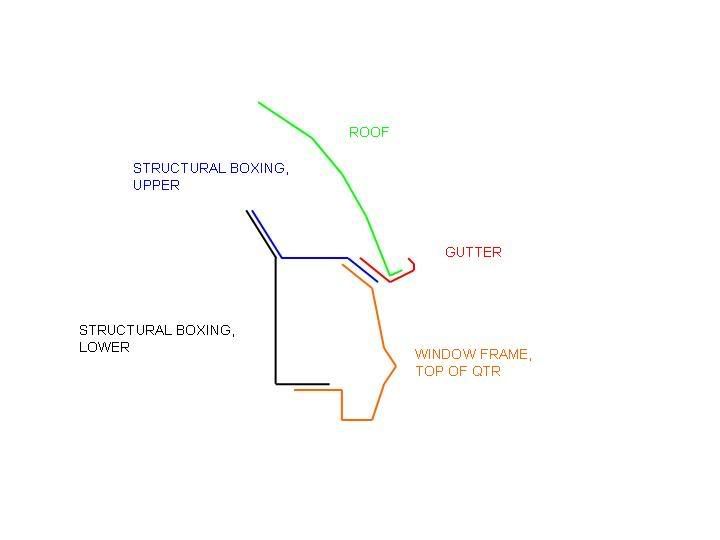
In true domino fashion, time to lose the gutter, and the profile shot will show how they are assembled together.
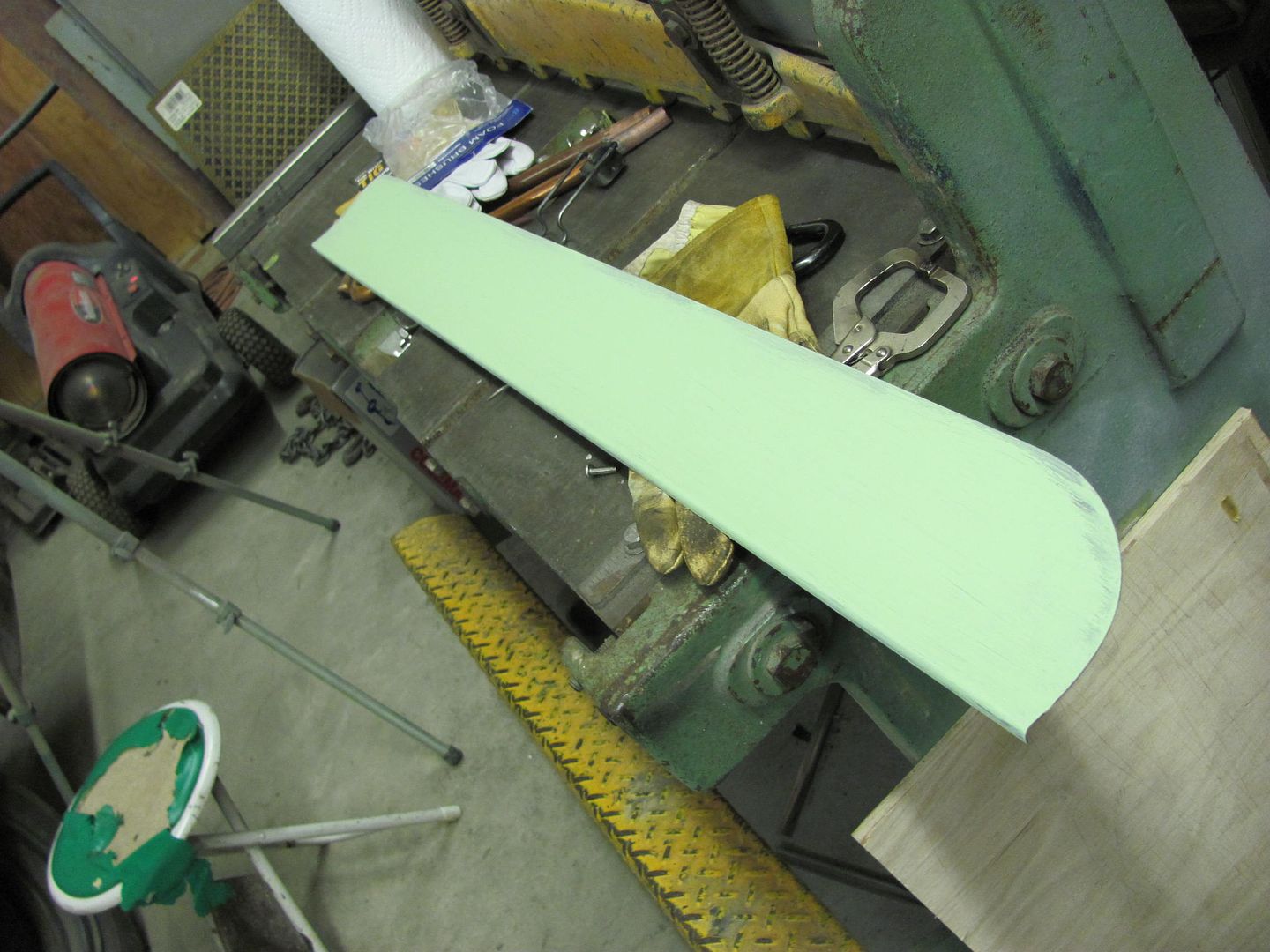
Maybe this would make the start of a good Vista Cruiser? After some much needed sheet metal replacement takes place on the inside, we'll try our hand at making a rain gutter.
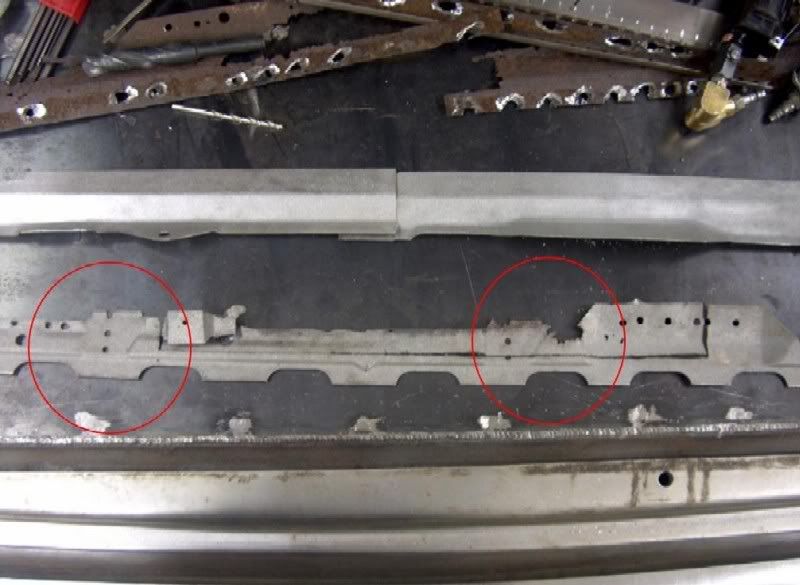
Let's pause here and clarify the major components we're working with:
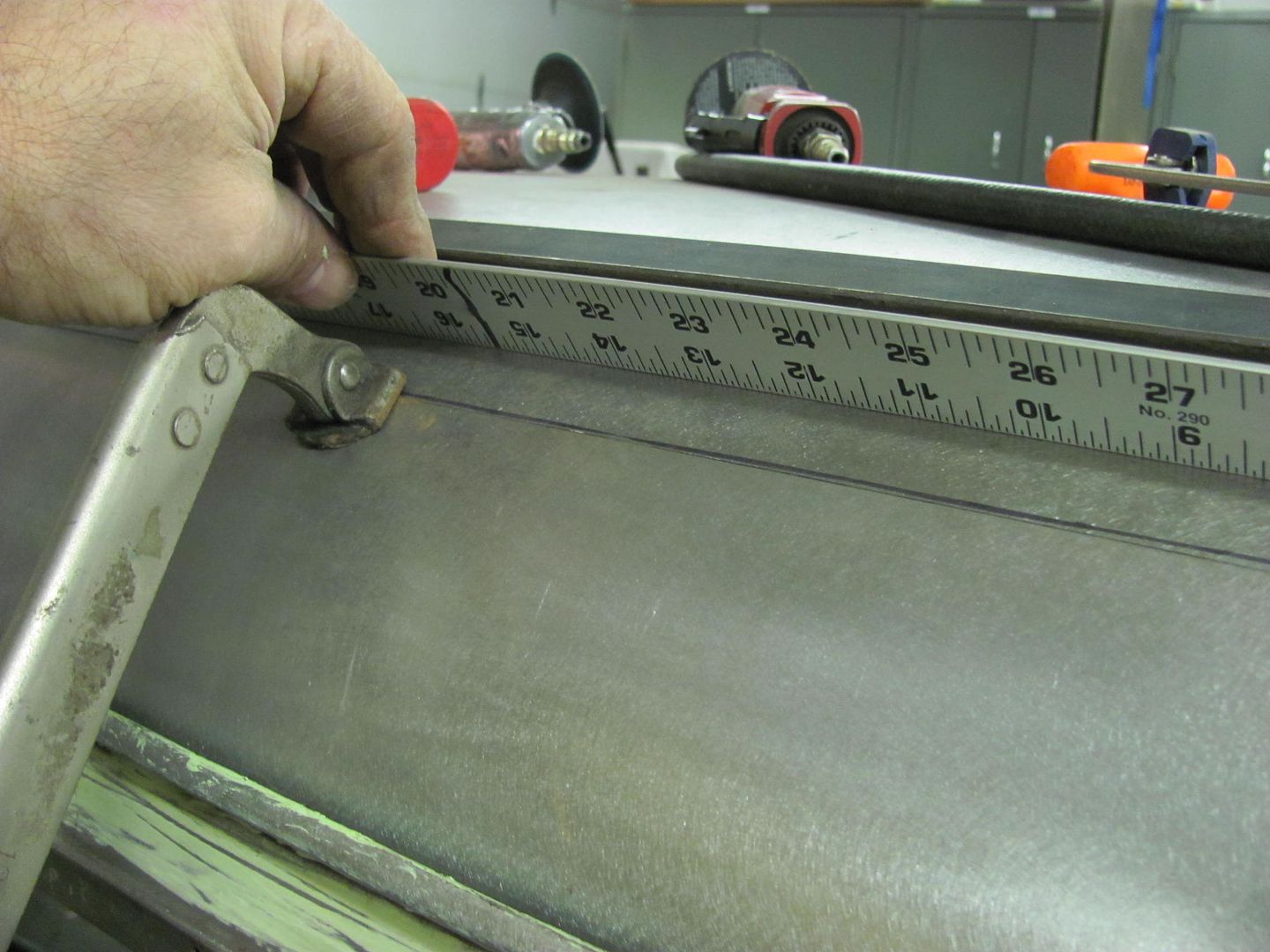
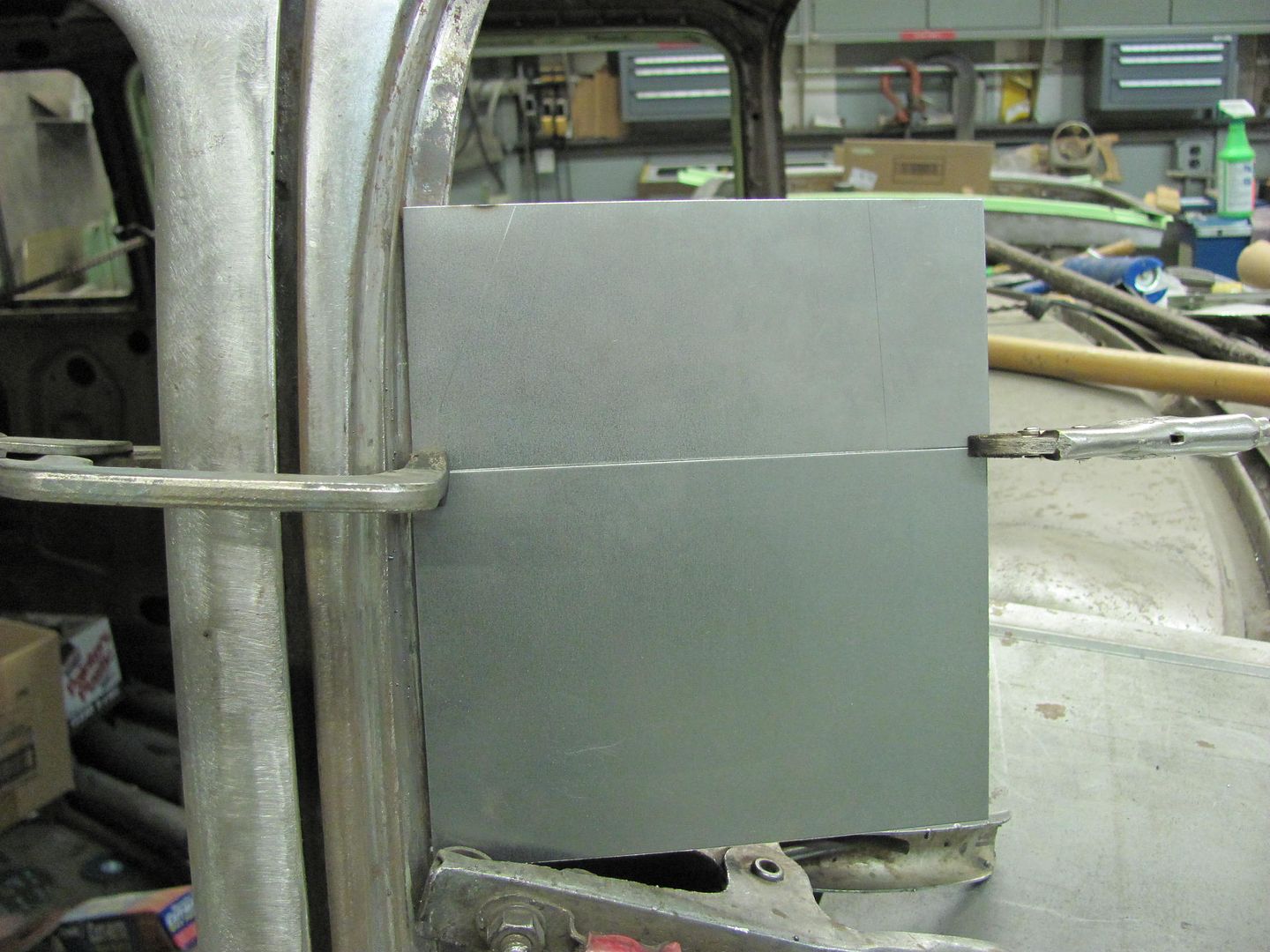
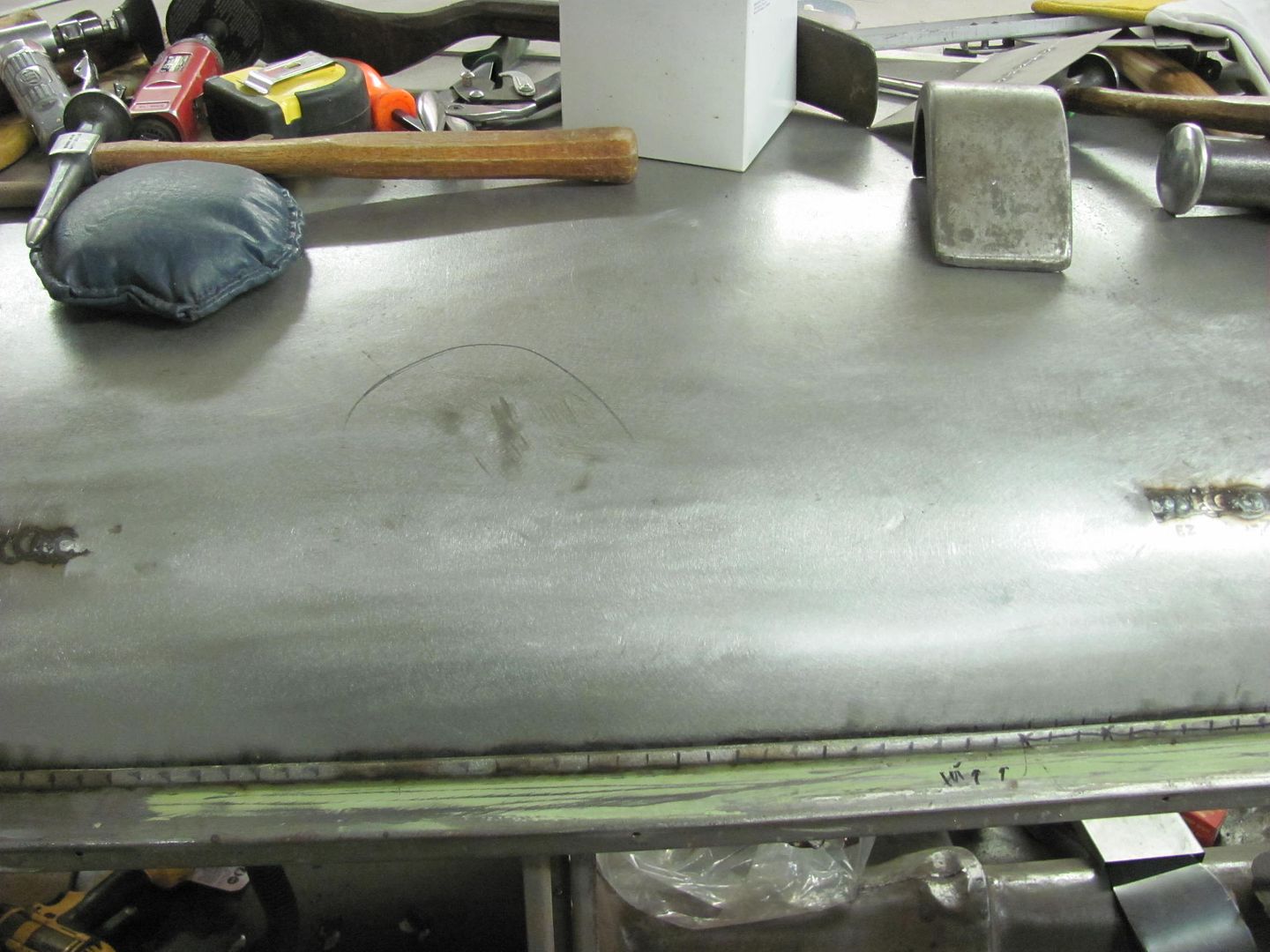
The rusty pieces came out as good as could be expected, and were limited help in forming new pieces. Some of the measurements had to be transposed from the opposite side of the roof, which was virtually flawless. After further inspection of the affected area, I'm thinking it was a condensation problem, and the moisture followed down the roof crossmember just like a gutter. The car must have been parked with a downhill slope to that side.
Gaining access:



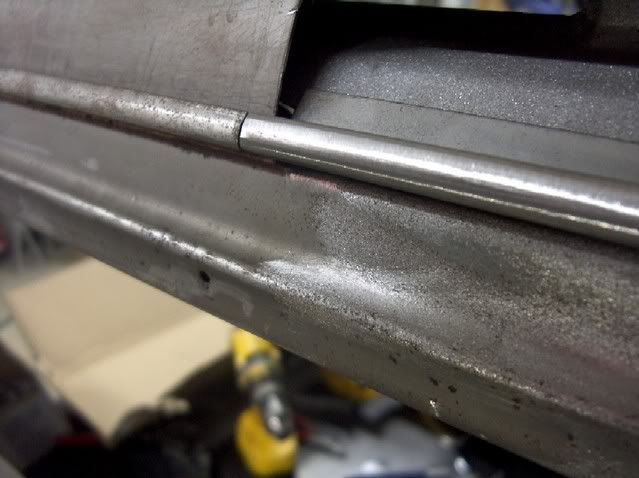
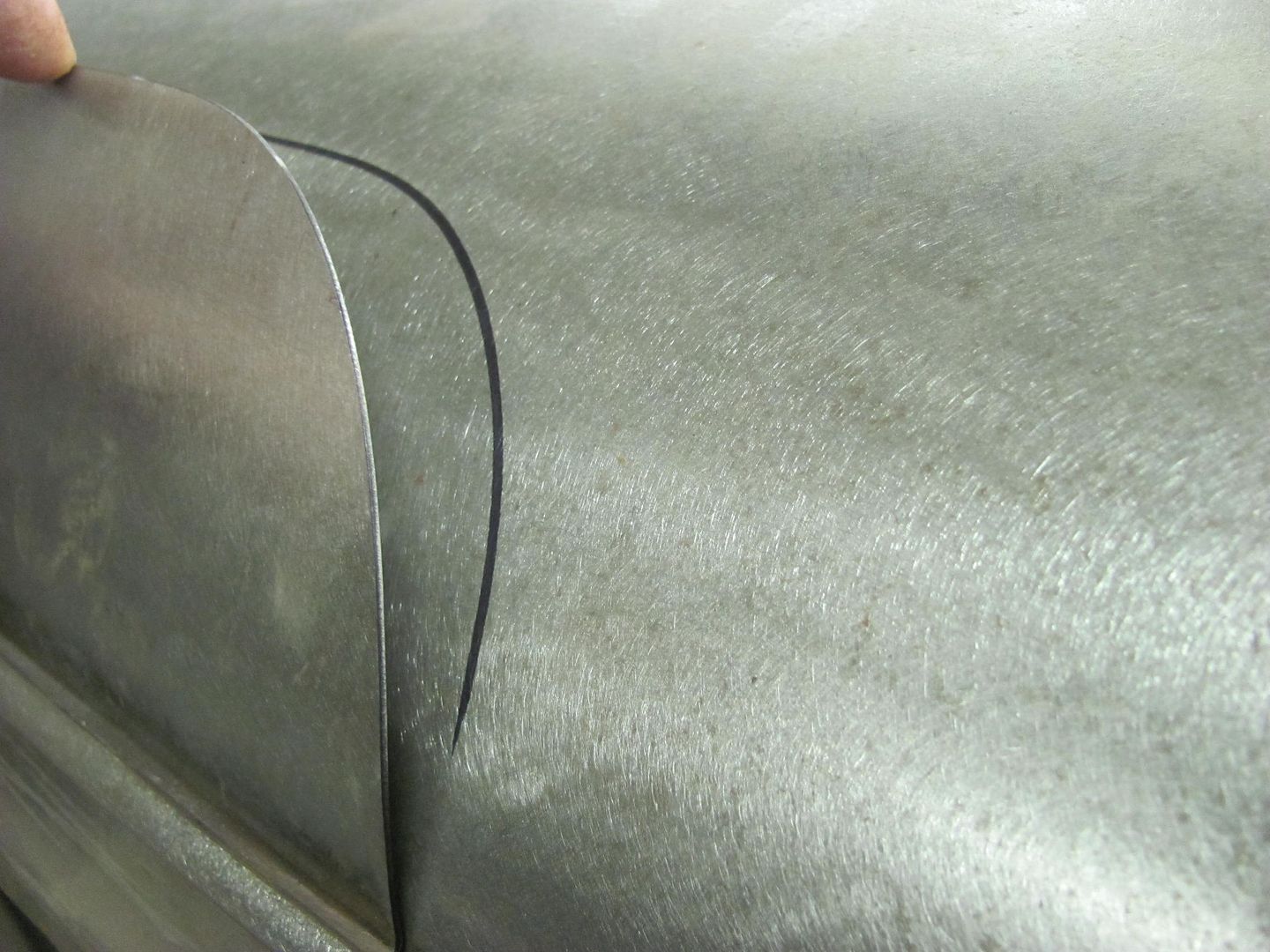
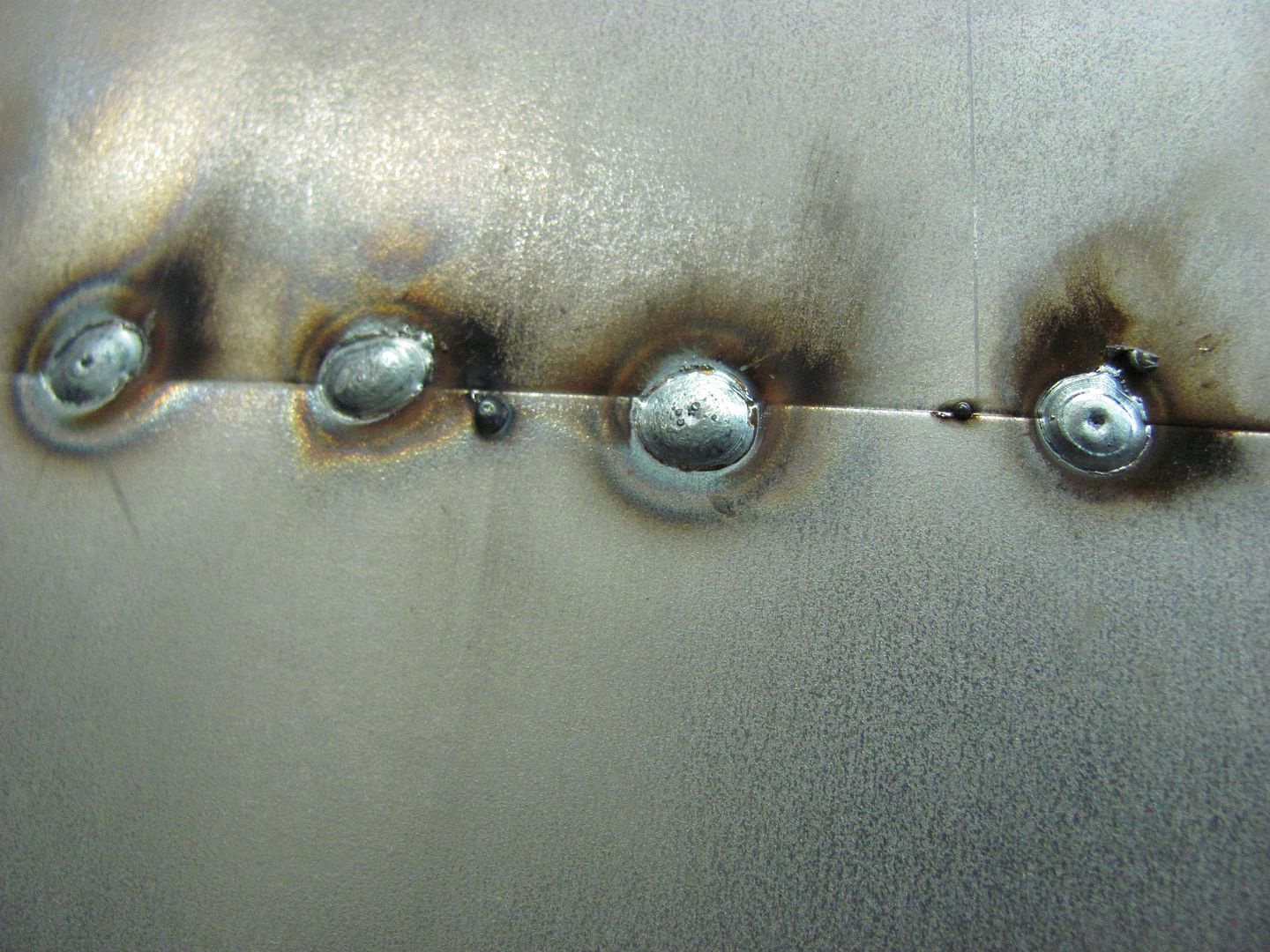
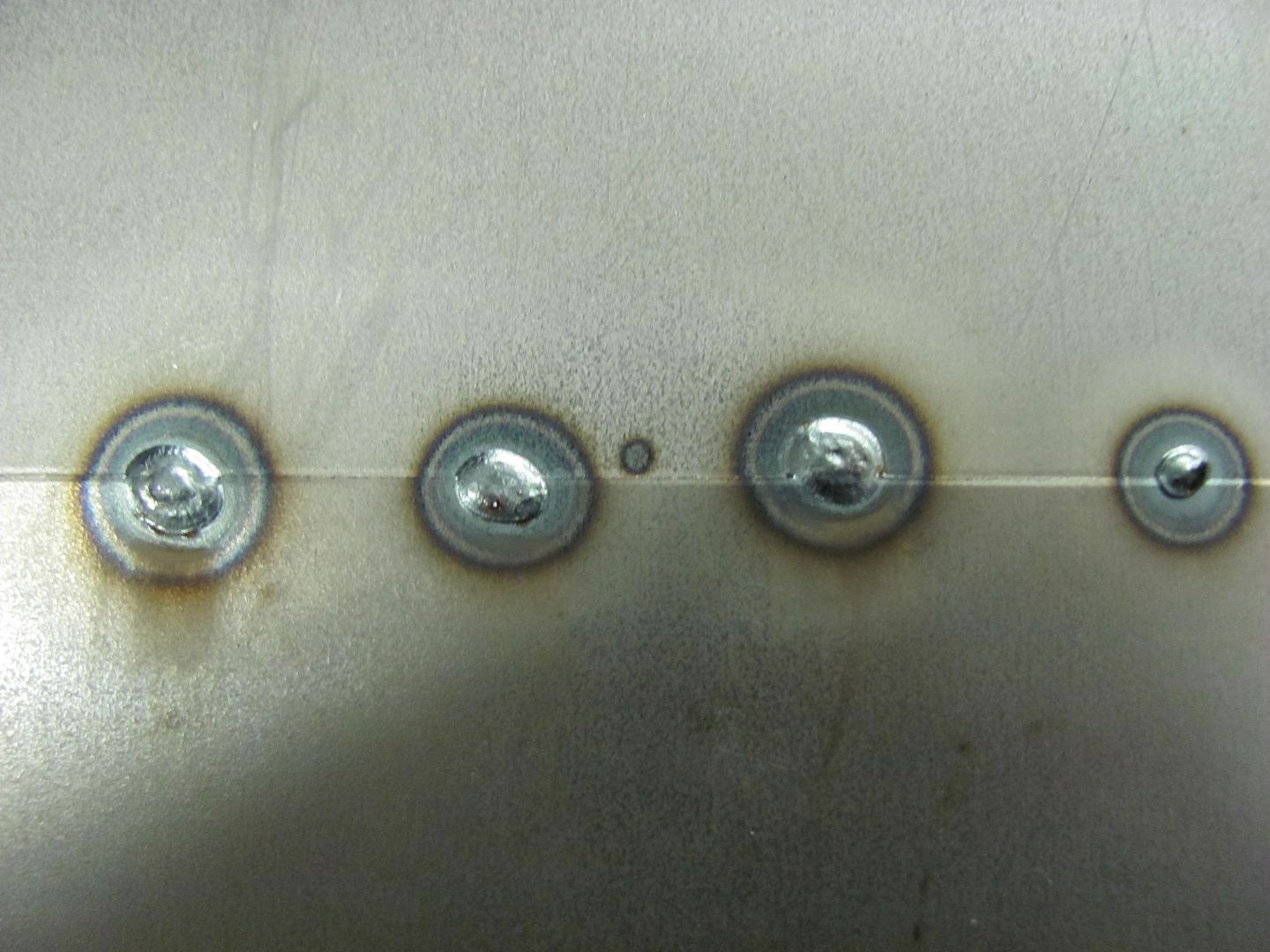
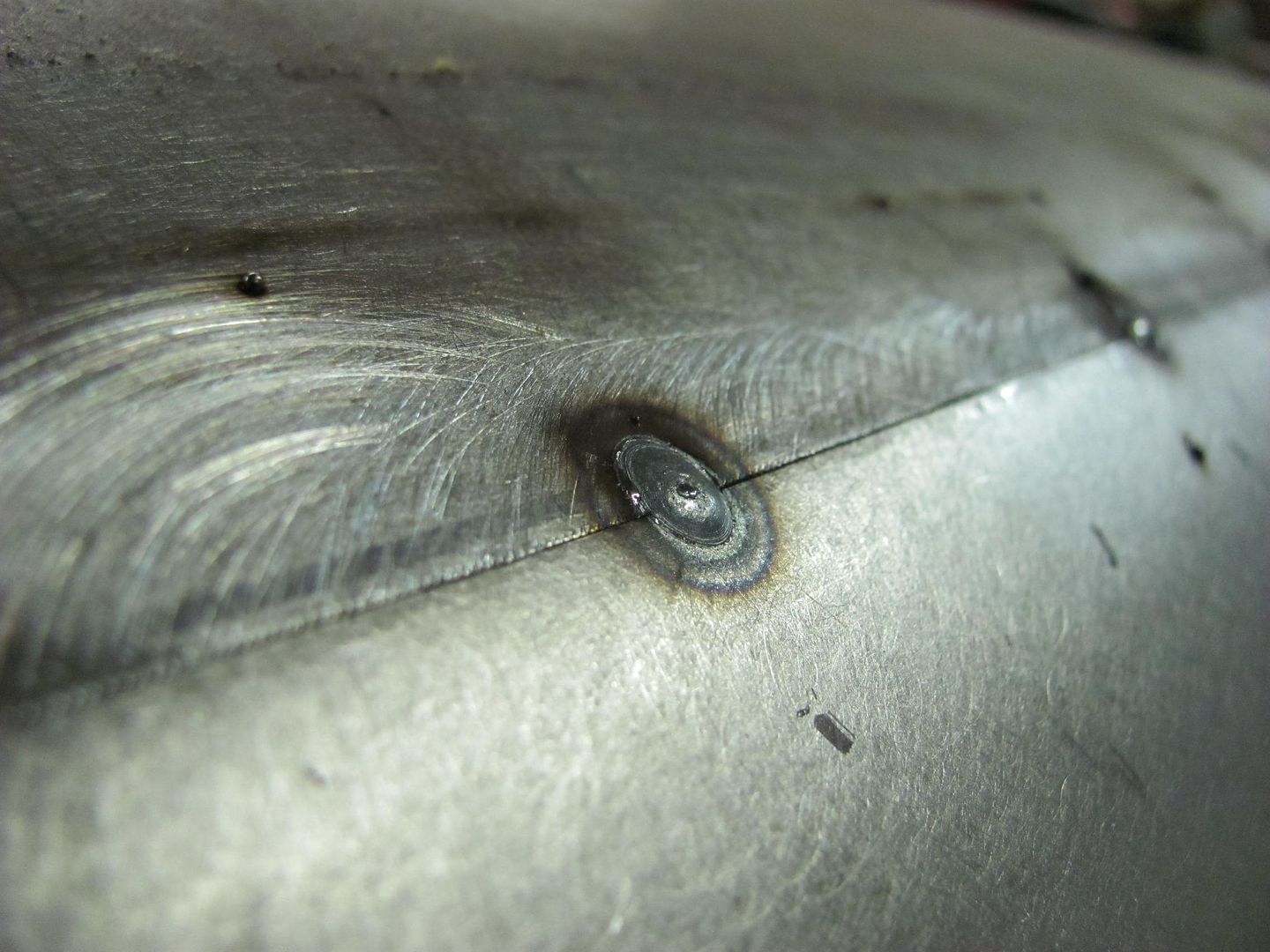
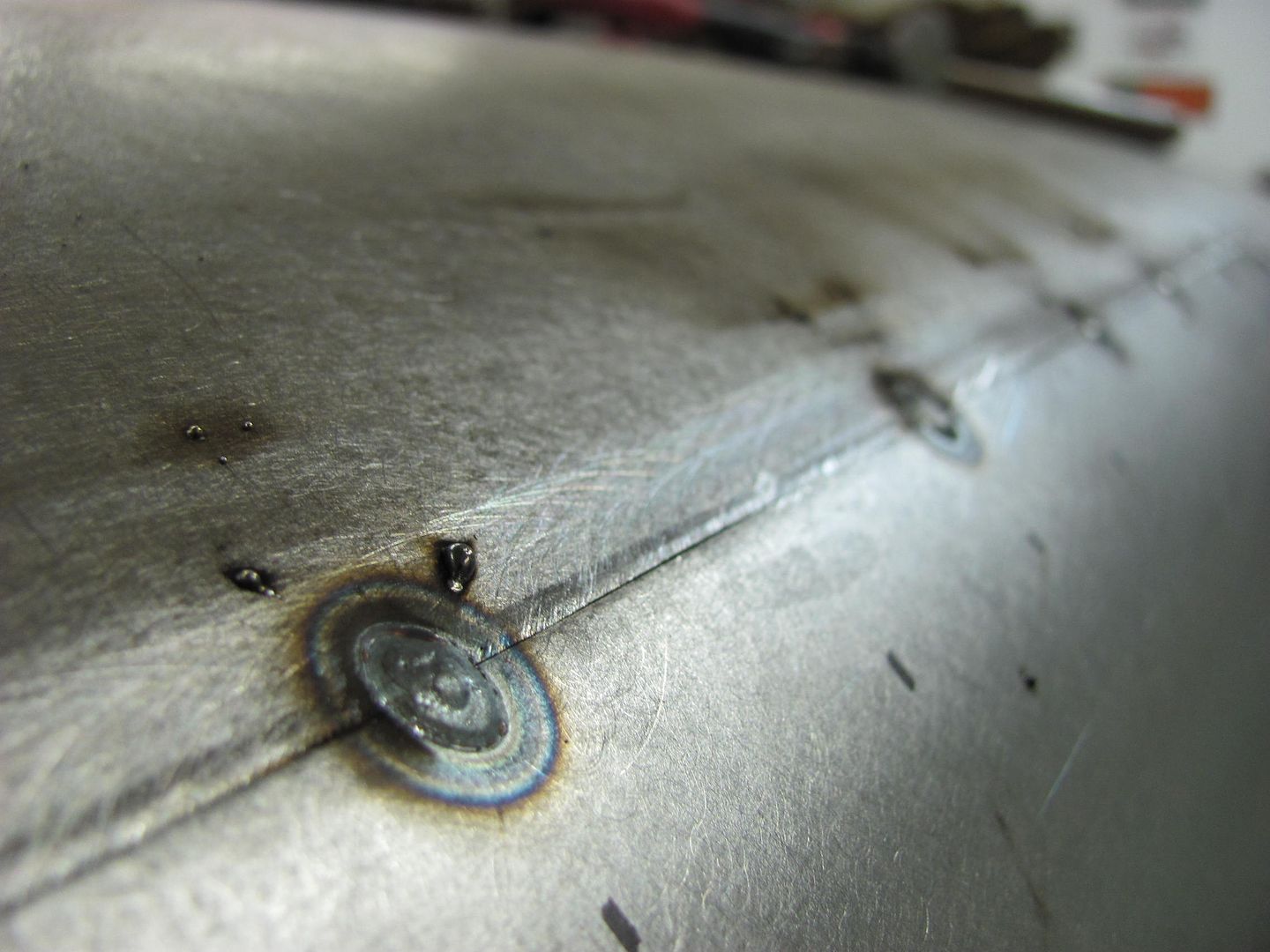
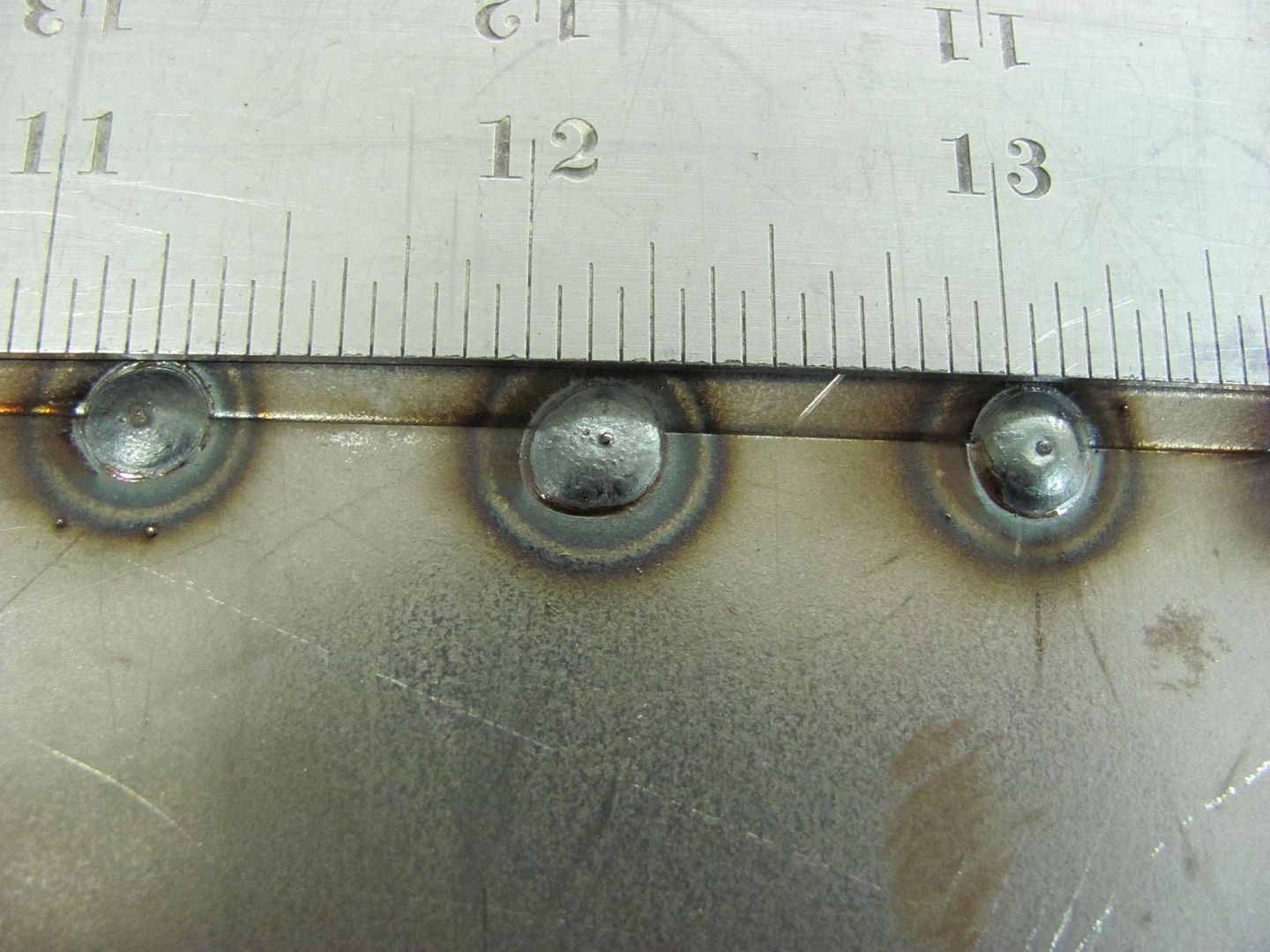
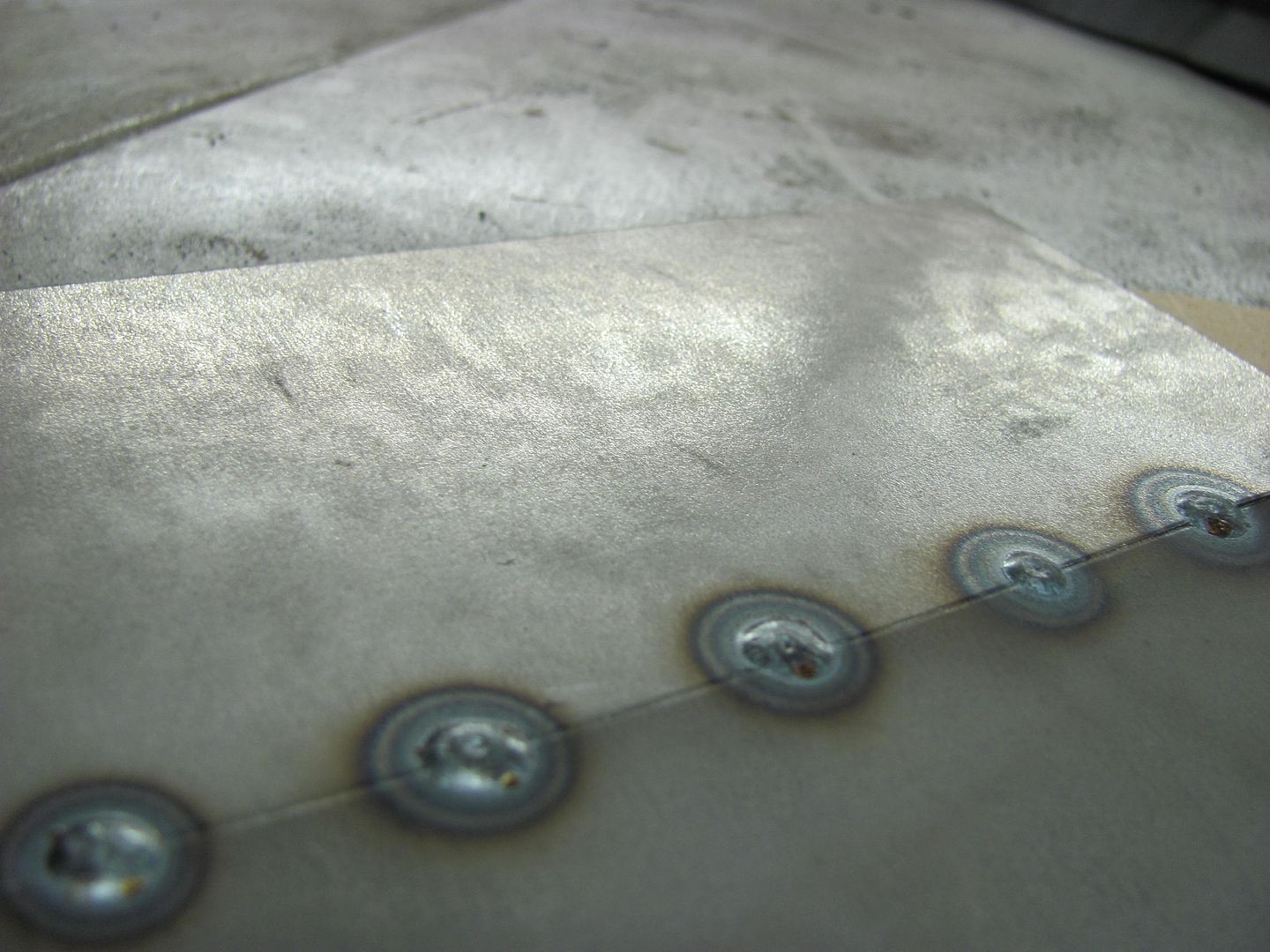
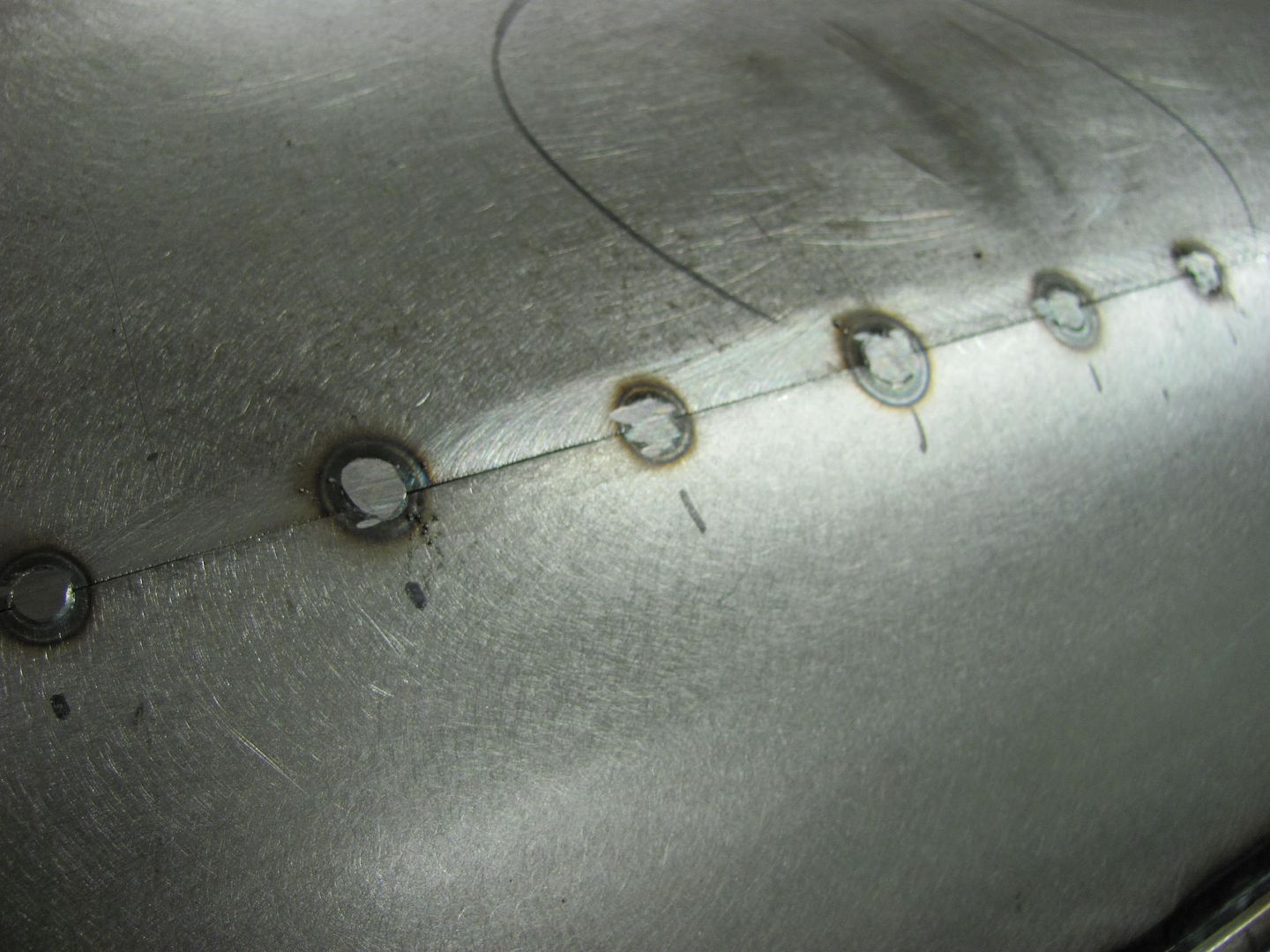
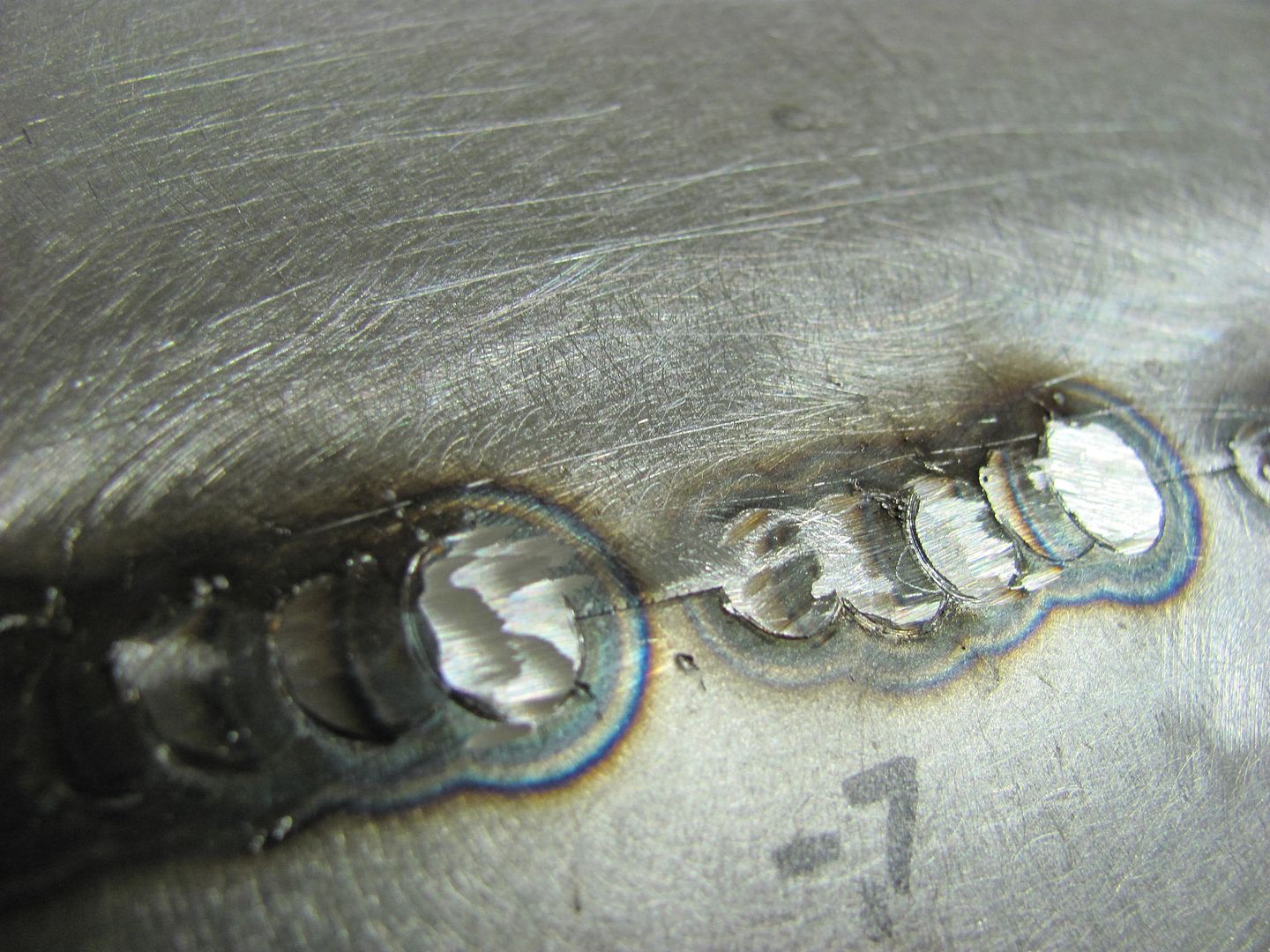
Here's a good indicator for using the 3" cut off wheels as a grinder for removing spot welds. The top layer starts to turn blue when the metal gets thin and hot. Once you are through to the second layer, you will see the bright metal surrounded by the blue ring. Time to stop and pry them apart.

This video will show the spot weld removal process in a little better detail..
Our removed parts, so far....















 Reply With Quote
Reply With Quote