Finished the set of C-pillars for a 56 wagon.......
Test fit...
Meanwhile apprentice E is prepping some bus parts for paint, here working on a back bumper...





Finished the set of C-pillars for a 56 wagon.......
Test fit...
Meanwhile apprentice E is prepping some bus parts for paint, here working on a back bumper...

Robert, how did you make those bends in those c-pillars? They're awfully close together for even a press brake.
56 Nomad, Ramjet 502, Viper 6-speed T56, C4 Corvette front and rear suspension
Other vehicles:
56 Chevy 2-door BelAir sedan
56 Chevy 210 4-door sedan
57 Chevy 210 4-door sedan
1962 327/340HP Corvette
1961 Willys CJ3B Jeep
2001 Porsche Boxster S
2003 Chevy Silverado 2500 HD Duramax
2019 GMC Sierra Denali Duramax
Bends 1, 2, and 4 done in that order in the press brake using standard dies, bend 3 then done using gooseneck die.. Flange width about 7/16 and channel depth about 5/8, so it's difficult to make otherwise...
If you look in the background of this picture, the two press brakes are set up with the different dies, gooseneck on the right.. Cases like this are a good reason why one many not be enough for your machine tools. That's my excuse for hoarding, and I'm sticking to it!
Last edited by MP&C; 07-21-2017 at 09:21 AM.
Yesterdays progress.... Apprentice E got the bus bumper end caps removed by drilling out the rivets, and then media blasted the caps so they will be ready for paint...
We needed some tooling for the next phase of the 55 wagon's interior fabrications, the radius we installed on the rear seat back framework will need to be duplicated onto the sheet metal covering. A trip to Hill Top welding had produced a suitable piece of 4" pipe. The Pexto shear has a t-slot along the front for it's support arms and we'll use this to bolt on a couple angle brackets to support this pipe along the front. A slight gap behind the pipe will allow us to use it as a fulcrum in adding a radius to our panel... Mike worked on adding some end caps to our radius die....
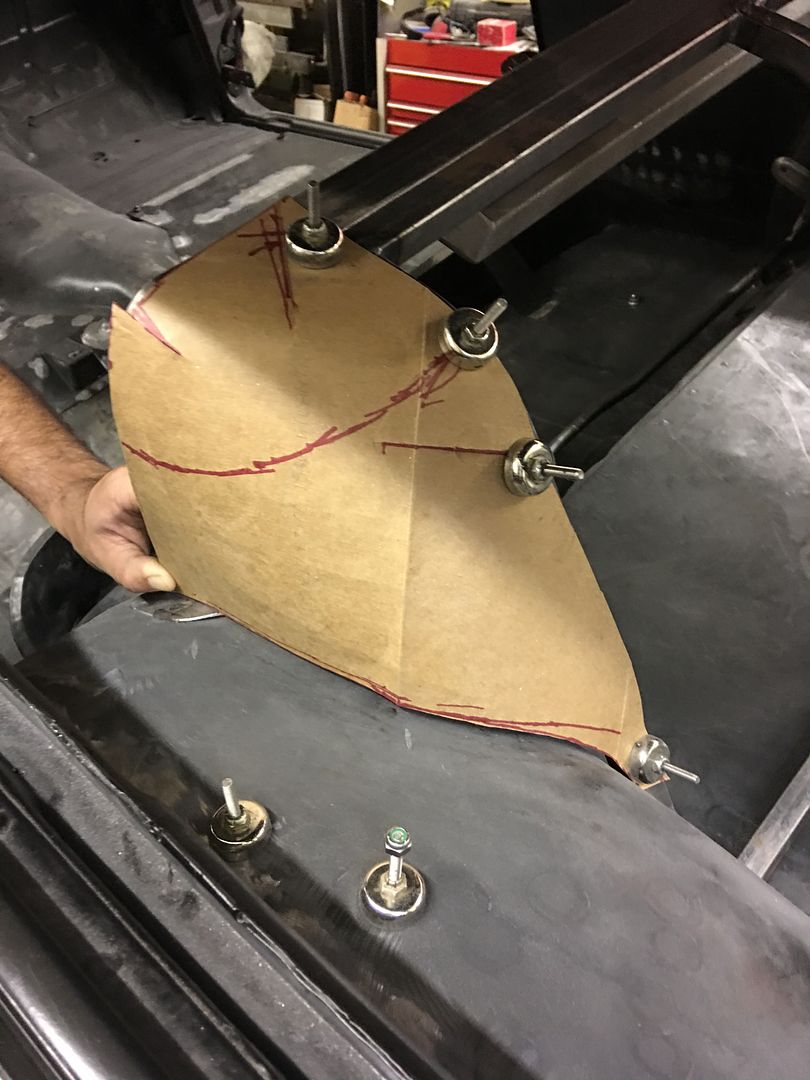
Need a ground clamp for a standing piece of pipe? set it on a flanged piece of sheet metal, instant clamp location....
More to come on that....
Meanwhile, our sheet metal panel will also serve to cover the rear bass speaker. Not wanting a grille showing, we plan on using upholstery cloth to conceal the speaker. Rather than a big gaping hole that would more readily show the location regardless, some slots will better support the upholstery cloth. So lets make some nibbling tooling..
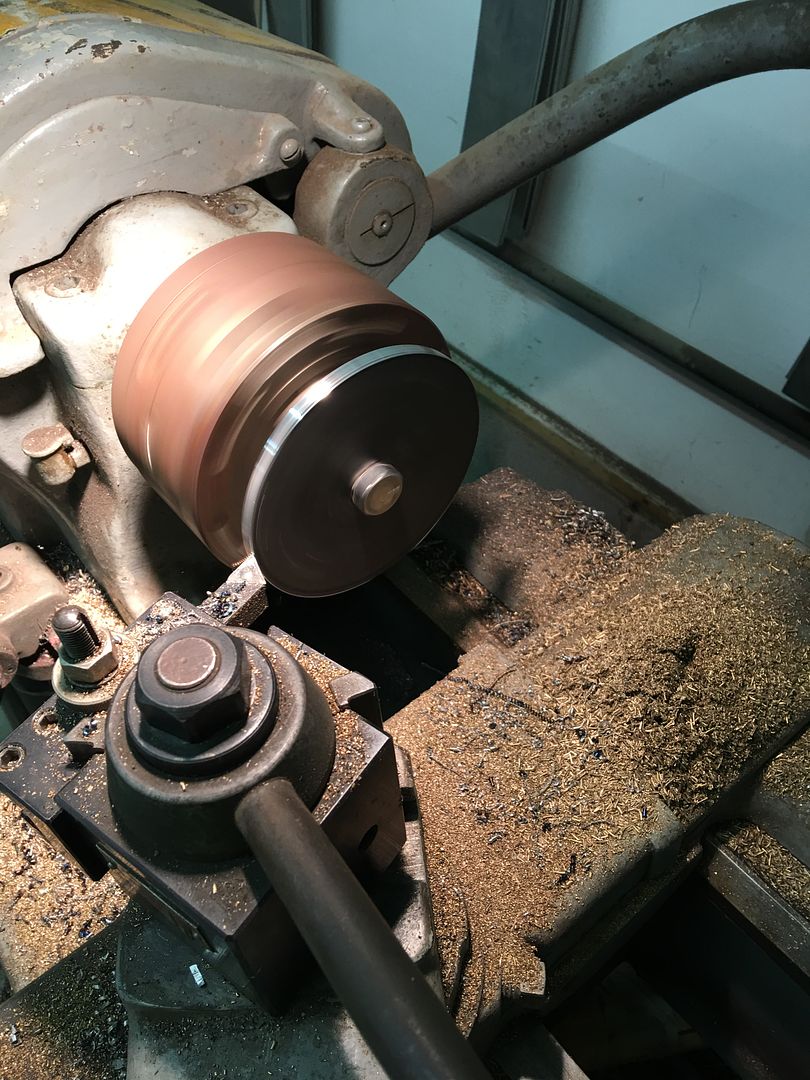
This punch will be approx. 3/8 diameter and is made of 4140 oil hardening stock so we can heat treat when complete for better tool life..
End is formed slightly concave to give a better cutting edge..
Bottom die gets a clearance hole for the 3/8 punch, then it gets bored from the bottom end using 1/2" bit to within about 1/8" of the top surface. This will allow better gravity flow of any chips passing through our bottom die..
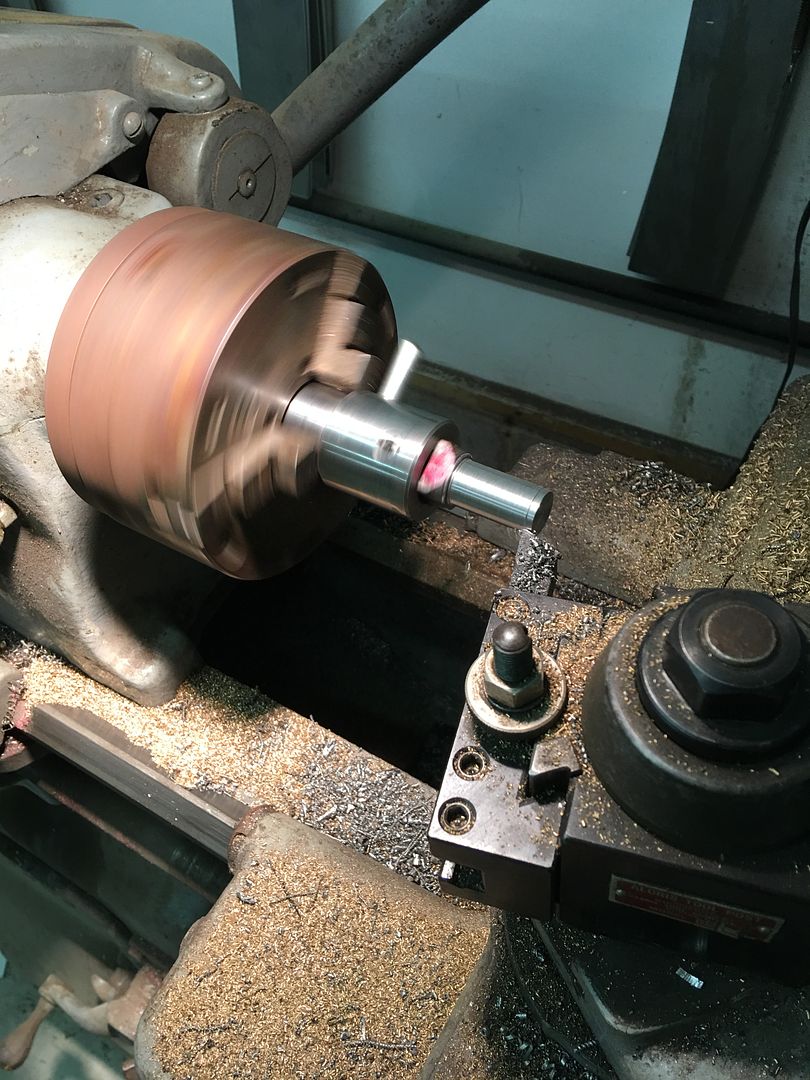
Then we'll need an exit chute, so a 1/2" angled hole is drilled through the side and a 1/2" plug made to fill the remainder...
The plug bottom gets chamfered and welded into the bottom die, then a ball end die grinder is used to fine tune the exit chute...
A "shoe" is formed to hold down the workpiece, as otherwise the punch tends to lock onto the panel after the first punch and raise it in the air, thus preventing any material feed...
An action video....
https://www.youtube.com/watch?v=Zzh1...ature=youtu.be
Our test slot.... this may work yet!

Today I got the pipe and brackets that Mike made up added to the front of the Pexto Shear. The top of the pipe is set up the same height as the surface of the shear, so no interference in using the shear. The pipe is 49" long so it can be used for a full sheet if we have enough oomph to bend it. Here the finished product:
https://www.youtube.com/watch?v=Fm1blt_jX7k
Sometimes you get lucky, here's the radius from our 4" pipe as matched to our seat back...
Also made up some patch panels for my brother in law's El Camino. He brought some parts over that he had cut out, so we fabbed up some new parts, here's a sample...

Well time to relocate the wagon out of the paint booth so we can get some bus parts painted and on the way out the door..
started with two coats of SPI epoxy on the bumper and end caps, the rivets were media blasted and will get black urethane only..
In between coats the hood was removed and started stripping all the bolt on items. The fiberglass repair was sanded once more and prepped for a layer of Evercoat Kitty Hair.. starting to get crowded in here..
A couple coats of the black urethane and we'll let it set a couple days...
This shows the prep on the new hardware, media blasted using 80 grit garnet abrasive, then it gets Urethane only. Primer has shown to have too much build and results in chips from the Phillips bit, media blast and urethane only has shown to hold up the best.

More back seat work on the 55. Mike is trimming up our brackets to give us a bit more clearance around the wheel wells so the upholstery can wrap around our panel...
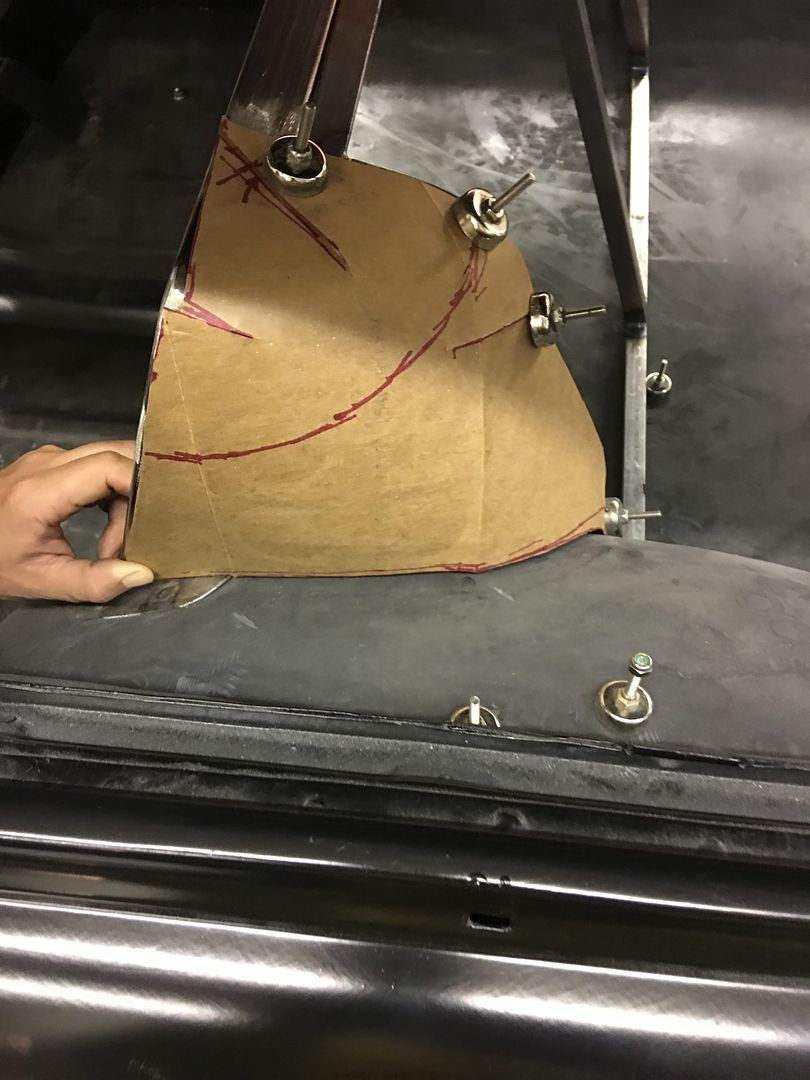
....and I worked on taking some patterns of the rear corners...
Transferred the pattern to some 18 gauge cold rolled steel and started some shrinking on the Baileigh power hammer..
https://www.youtube.com/watch?v=DII2zSpYT5A
Test fit....
Bottom edge gets hemmed so the upholstery cloth has less chance of cuts...
A bit more cleanup work, but I'm real pleased with how this is turning out..
https://www.youtube.com/watch?v=1-S5g5g5J6k
.
More work on the seat back, a test bend to see how well it matches
our corner....
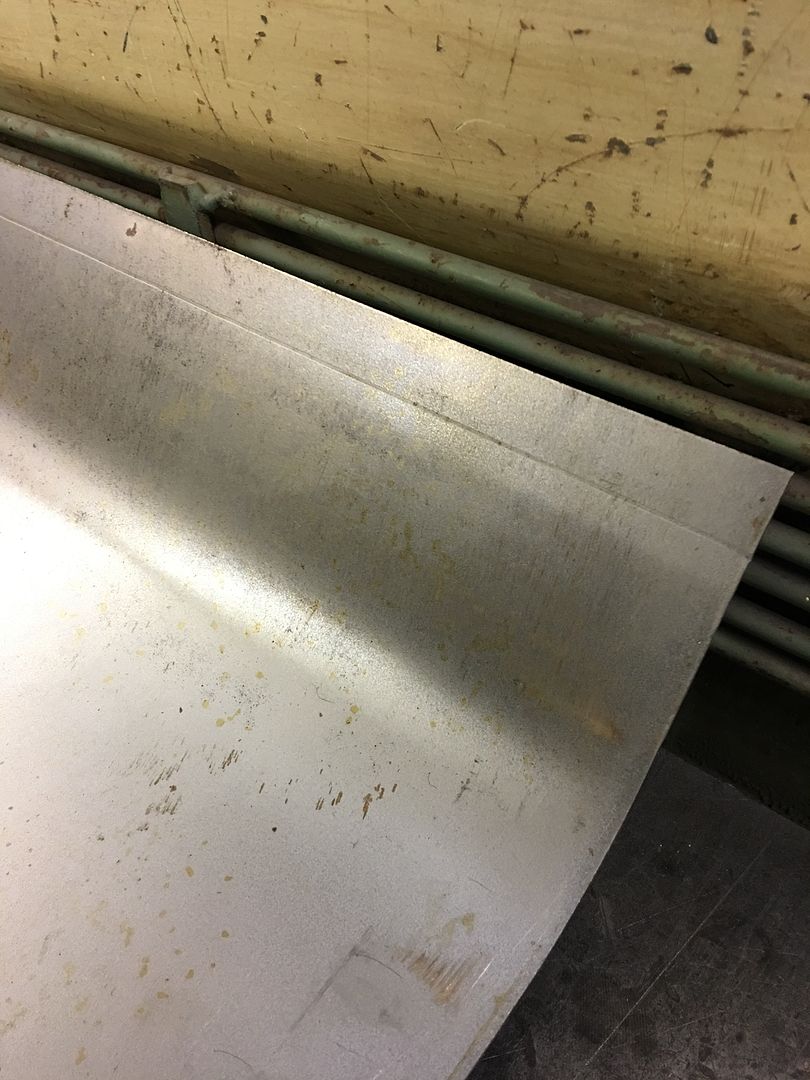
Then to bend the radius on a piece of 19 gauge for the full
width...
Then to bend down a flange to "hook" the frame....
The metal is thinned at the bend line using a tipping die to give
us a more crisp bend...
Bent at 90* in the magnetic brake..
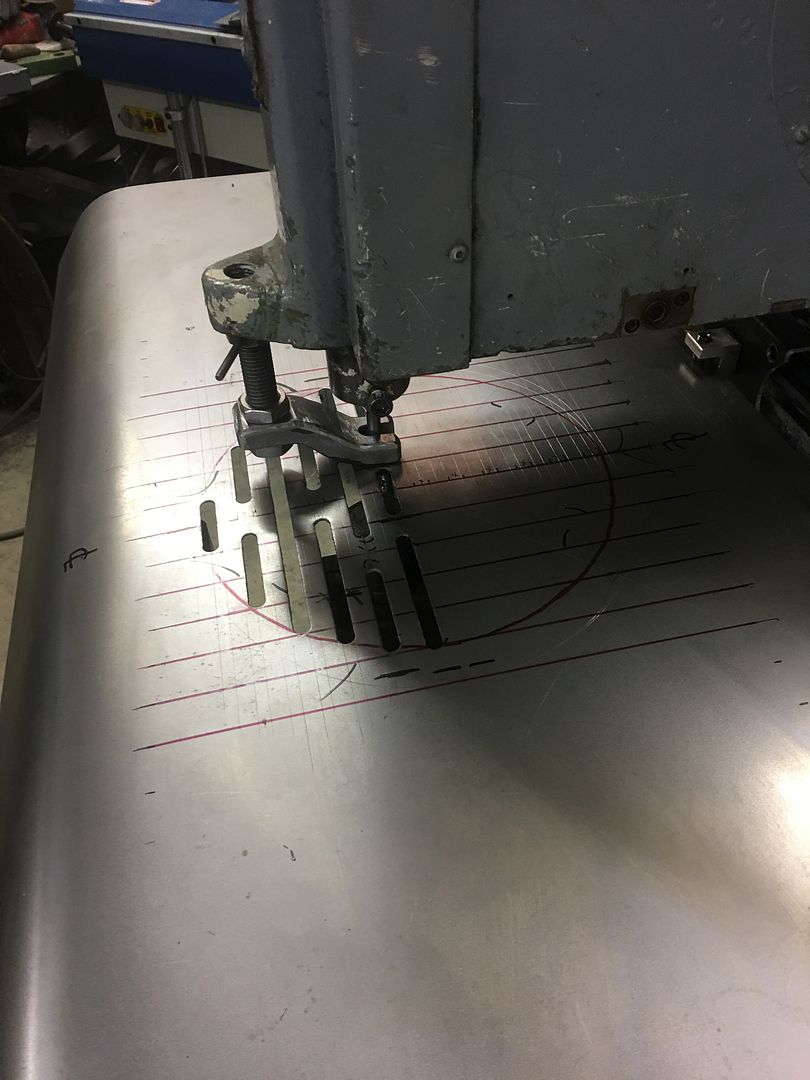
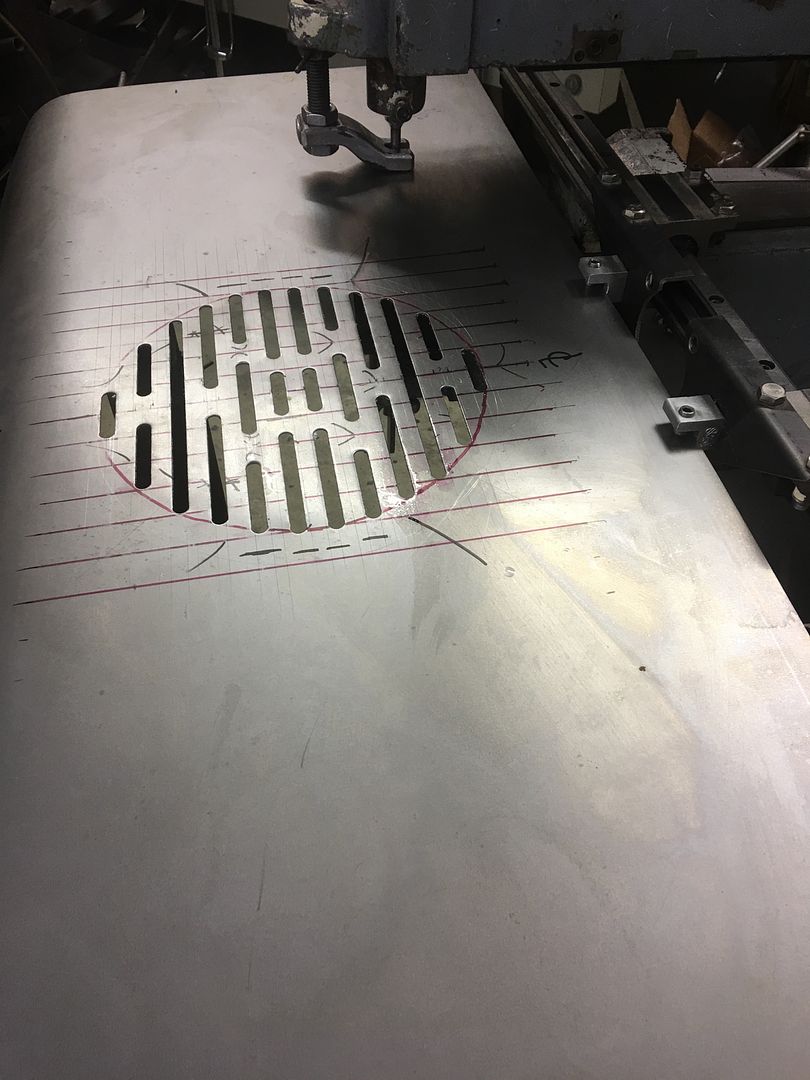
Next we slotted the panel for our 10" bass speaker. This should
let out the sound but still support our upholstery material for a more subtle
look..
Then the bottom flange is also thinned at the bend and bent on the
magnetic brake..
https://youtu.be/krzfbvw9DV8
.....and our test fit into the car...



Sweet looking work Robert!
This past weekend the hood was reinstalled, all the bits bolted back together, and the rear skirt replaced..
All together and ready for pick up.....and no hood cracks!
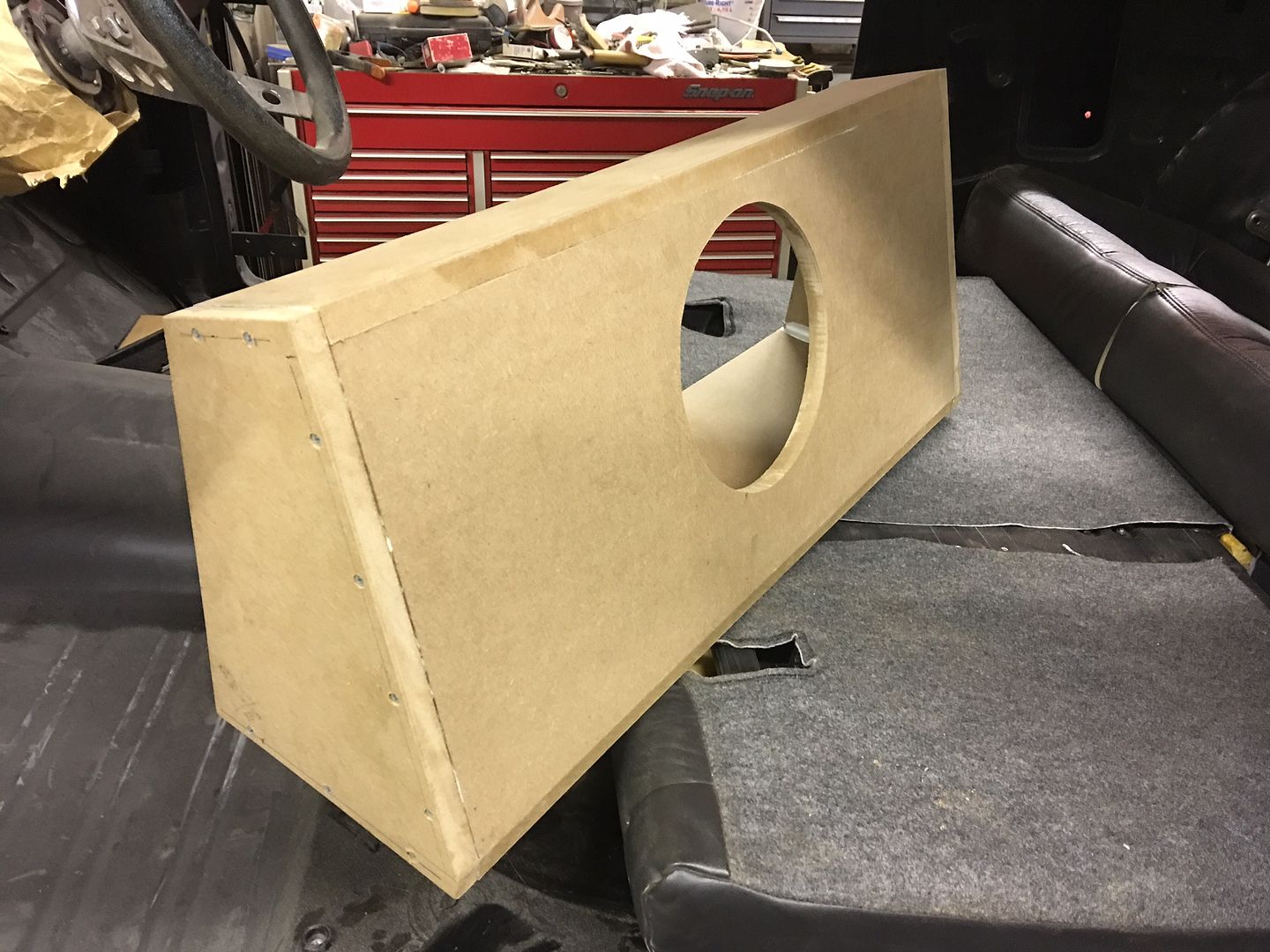
Well last night found us carpenterin.... using some 3/4 MDF and some construction adhesive...
The amp will get mounted on the access cover.
 Posting Permissions
Posting Permissions





 Reply With Quote
Reply With Quote