We got some new eyebrows and they were primed ahead of time to get good coverage under the lapped seam of the headlight ring, so they were ready to go. The stepped flange that the caps come with were trimmed off to permit butt welding. All of the damage seen in this area is from dirt and water thrown forward by the tires, so a flanged seam is the last thing needed here. The fenders had repairs previously done, and the "caps" were slipped over the existing, and held on with one tack weld and a few sheet metal screws. After removal I saw that part of the contour to the inside of the headlight was mashed in so the "cap" would fit better. (thanks for the favor)
The headlight mounting ring will be the next thing removed, but first, take some reference measurements on the mounting holes for locating the new one.
Measured, clamped in place, and welded on
Next, to trim away some of the leftover eyebrow, so the new eyebrow can be butt welded in place this time around.
It was fitted and trimmed, fitted and trimmed. Repeat as necessary.
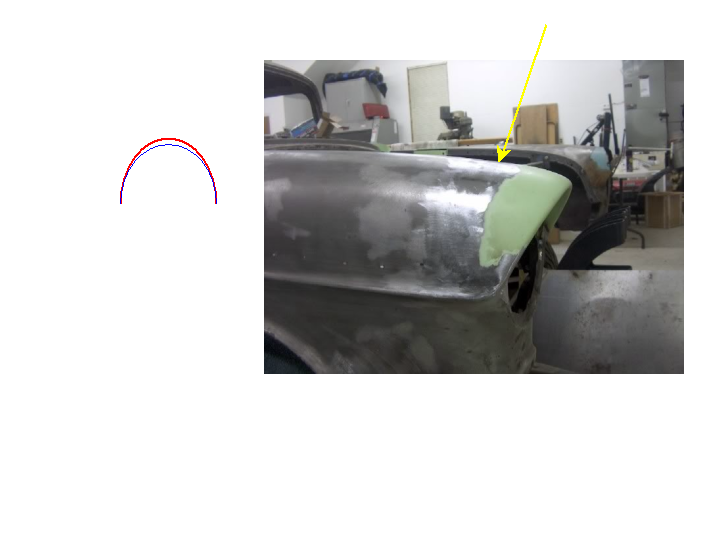
Hindsight, the vertical cut shown above by the hood opening should have been made farther away from the hood opening. The minimal amount left of the original is prone to movement/pulling as the weld shrinks. Leaving about 1-1/2" of material adjacent to the flange with the vertical weld through the valley would help prevent any movement of the hood opening, so learn from my mistakes and don't cut that part as shown.
NOTE: I typically use the butt weld clamps shown below as a clamp for fitment only. Once I begin to tack the panel in place, I move the clamps out of the way so the gaps are minimal.
The tighter you can get the gaps, the easier it will be to weld, and the less the panel will move on you as the welds shrink.
All tacked in place.
















 Reply With Quote
Reply With Quote